Chapitre21 / 31
Chapitre 3
Dialogue avec l'IA et impression
Parler à l'IA, puis passer le modèle au slicer : quoi dire, et quoi régler avant que la buse ne bouge.
Aperçu : ce manuel est encore en développement et son contenu n'a pas été vérifié de manière indépendante.
Parler à l'IA, puis passer le modèle au slicer : quoi dire, et quoi régler avant que la buse ne bouge.
Tout n'est pas une pièce. Demande une créature, dépose une photo, ou mélange des formes organiques dans un assemblage CAO, l'IA choisit le bon moteur.
"Un teckel." "Un petit dragon." "Un humanoïde dans une pose de course." Mentionne une créature ou un personnage et l'IA bascule vers le moteur organique, pas besoin de primitives CAO. Attention : les formes organiques n'exposent pas de paramètres, donc pas de curseurs ni de molettes.
Téléverse une photo de ton chien, un croquis ou une image de référence. L'IA construit un modèle 3D qui reflète le sujet.
"Un socle de 10×10×3 mm avec un chien qui danse dessus." L'IA construit la base géométrique et la figure organique ensemble dans un seul modèle. Bonus : la moitié CAO peut toujours exposer des paramètres, même quand la figure organique ne le peut pas.
Parler à l'IA, puis passer le modèle au slicer : quoi dire, et quoi régler avant que la buse ne bouge.

29 pages imprimées de vocabulaire IA pour CAO dont vous avez vraiment besoin. Reliées, prêtes à être feuilletées à côté de votre clavier.
Un e-mail lorsqu’il est expédié. Jamais de spam.
Des mots simples pour demander à l'IA de construire les pièces que tu veux, correctement du premier coup.
Chaque métier a son vocabulaire. Le menuisier dit feuillure, la tricoteuse dit maille envers, le mécanicien dit chanfrein. Quand tu utilises le bon mot, ton interlocuteur cesse de deviner et commence à travailler.
Avec l'IA, c'est pareil. Demande "un bidule avec un trou" et tu obtiens un haussement d'épaules en 3D. Demande "un lamage M3 dans une paroi de 5 mm" et tu obtiens une pièce. Ce petit livre, ce sont ces mots-là.
Cela vaut pour GrandpaCAD. Cela vaut aussi pour n'importe quel autre outil IA qui génère des modèles 3D ou du code CAO, car le vocabulaire est partout le même : un congé reste un congé, que le moteur sous-jacent soit JSCAD, OpenSCAD, Fusion ou un autre logiciel.
Les briques de base du CAO pur. Primitives, transformations, booléens, et fonctions sur arêtes ou faces : les mouvements que chaque modeleur enchaîne.
Fonctions techniques, trous, ajustements, vis, assemblages, mécanique de mouvement, hot ends, électronique, Gridfinity et les filaments dans lesquels on les imprime. Les pièces du commerce autour desquelles ta conception doit s'organiser.
Comment décrire une pièce pour que le modèle la construise : dimensions, références, construction étape par étape, corrections. Puis le vocabulaire d'export et de slicer pour l'amener sur le plateau d'impression.
Lis-le de la première à la dernière page ou va directement à la page qu'il te faut. Dans tous les cas, garde-le à portée de main.
Pour Grandpa Franc, qui fabriquait des choses pour moi.
Les primitives et opérations CAO pures. Empilez-les, combinez-les, et le reste de la conception suit.
Les formes de départ pour presque toute conception. Les nommer t'épargne beaucoup d'hésitation.
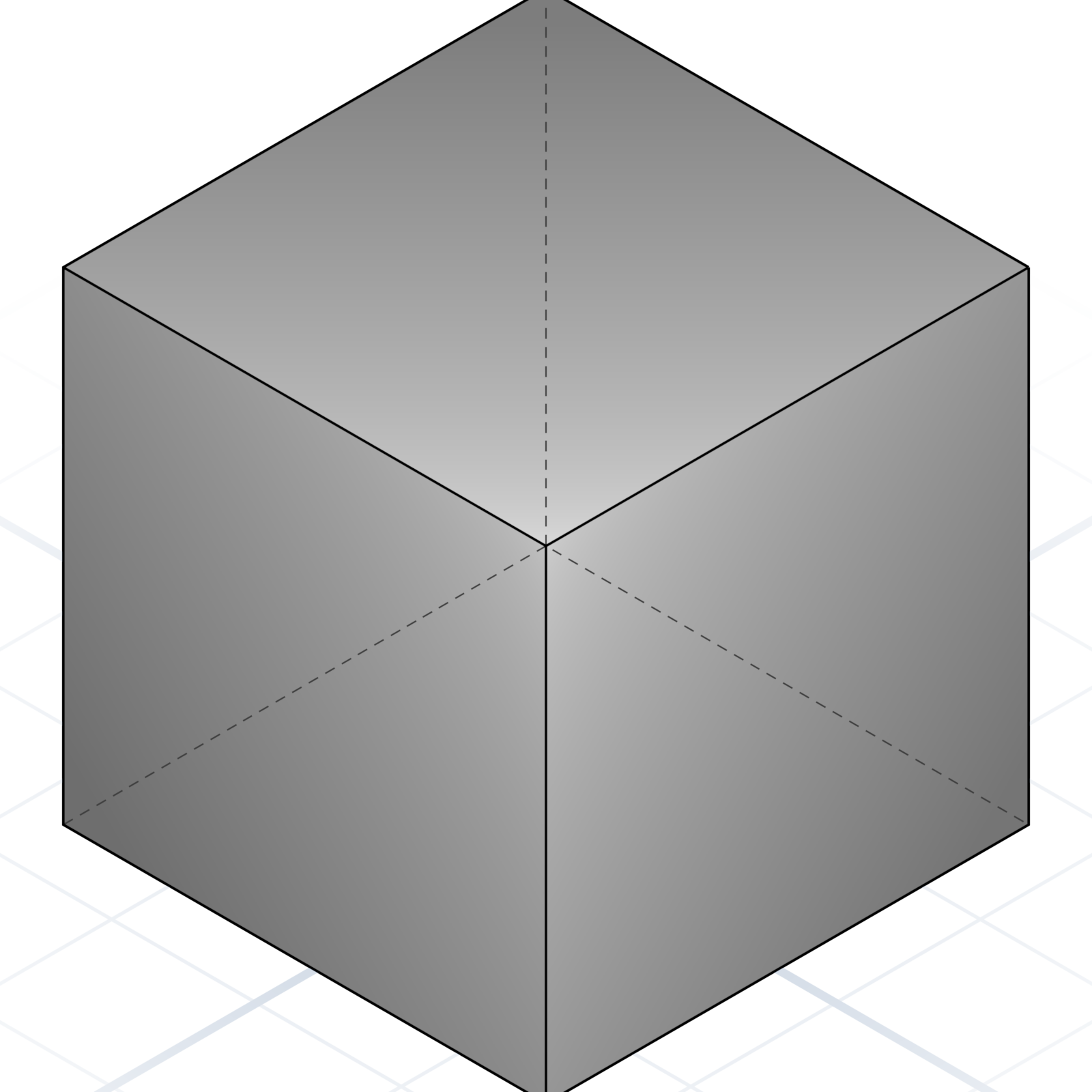
Un bloc à six faces. Largeur, profondeur, hauteur en millimètres.
Une sphère. Indiquez le rayon ou le diamètre, pas les deux.
Un tube ou une tige. Dis creux si tu veux un tuyau.
Se rétrécit d'un cercle vers un point. Tronqué s'il se termine par un cercle plus petit.
Un anneau. Donne le rayon de l'anneau et le rayon du tube.
Les rampes, équerres et nervures partent d'ici.
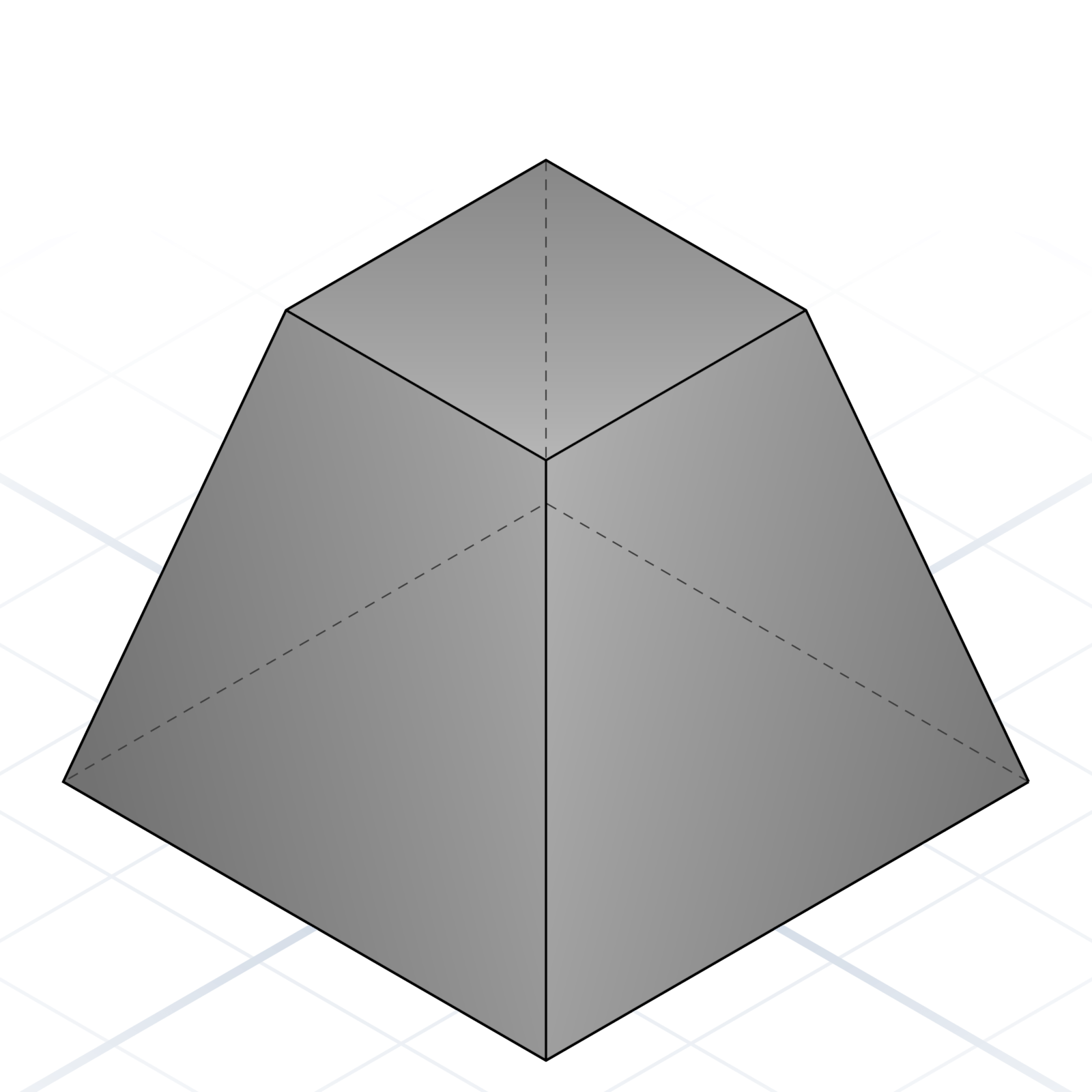
Se rétrécit d'un polygone vers un point. Base carrée par défaut.
Un maillage personnalisé à partir de points et de faces. Solution de dernier recours quand rien d'autre ne convient.
Comment déplacer, faire pivoter et remodeler quelque chose qui existe déjà. Ces opérations se composent, donc l'ordre compte.
Déplace selon X (gauche/droite), Y (avant/arrière) ou Z (haut/bas).
Fais pivoter autour d'un axe. En degrés sauf indication contraire.
Redimensionne uniformément ou par axe. Par axe, une sphère devient un ellipsoïde.
Réfléchir par rapport à un plan. Idéal pour les pièces symétriques.
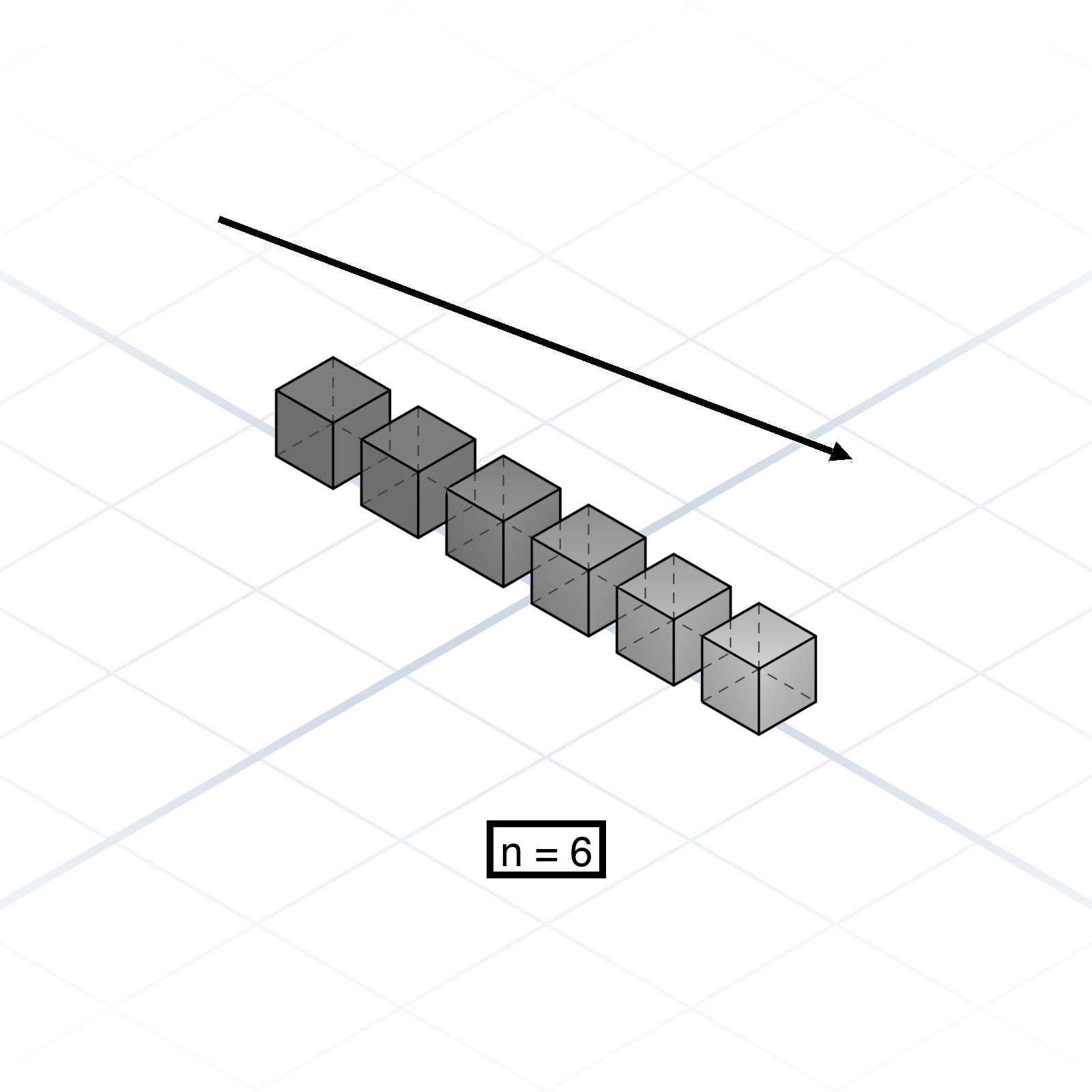
Dupliquer le long d'un vecteur. Indique le nombre et l'espacement, pas "quelques-uns".
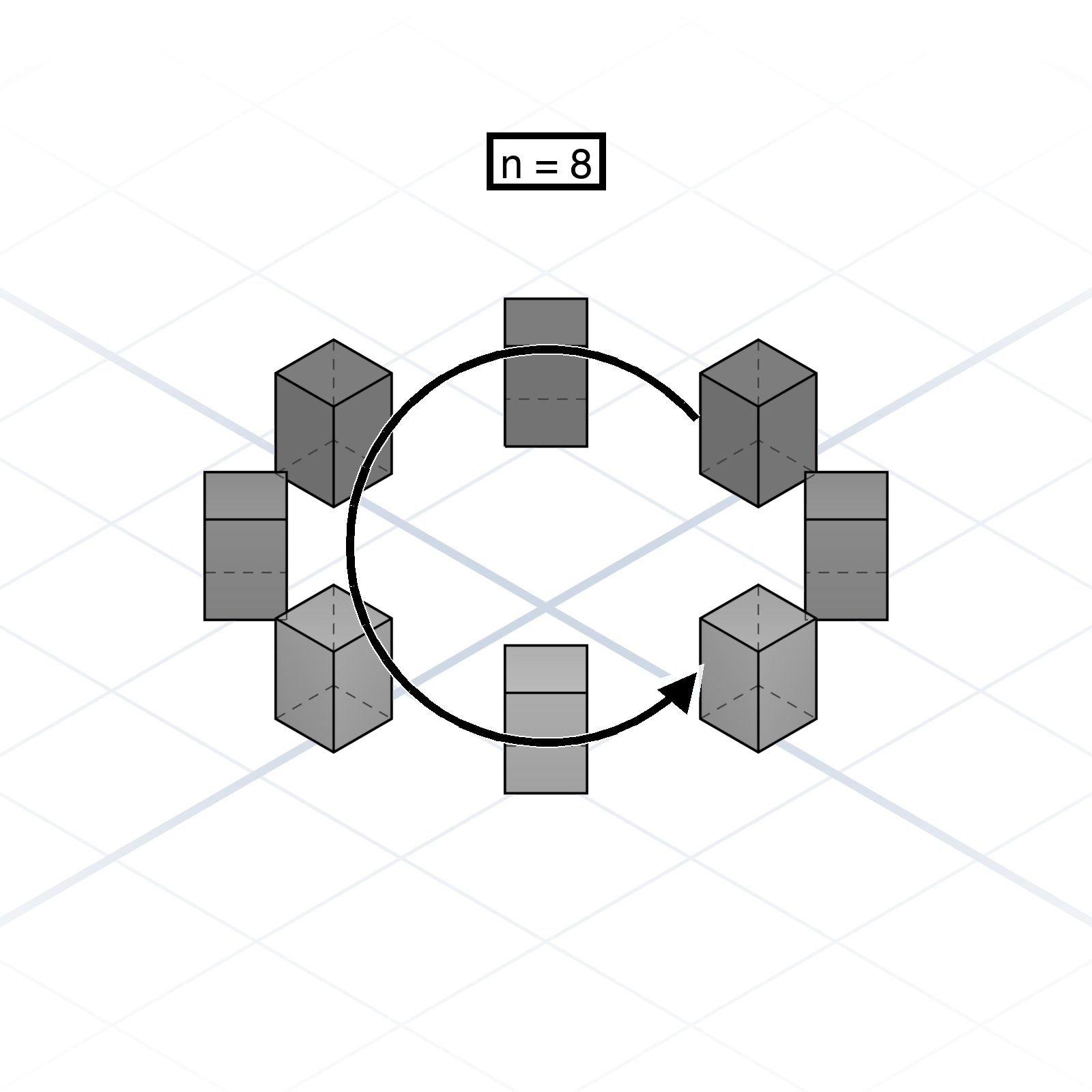
Dupliquer autour d'un axe. Indique le nombre et l'angle de balayage complet.
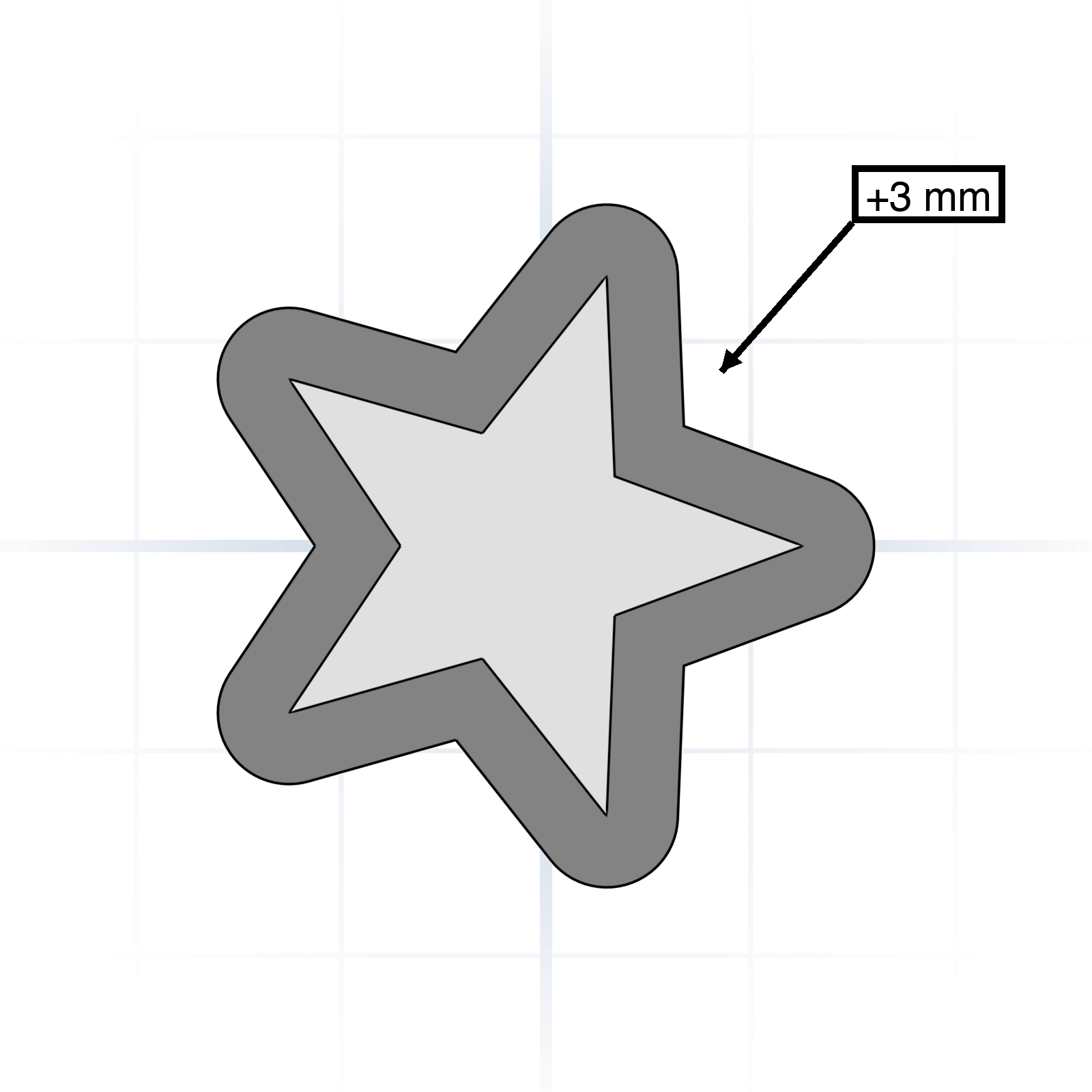
Agrandis ou réduis une forme d'une distance fixe vers l'extérieur. Gonfle ou dégonfle un profil en place.
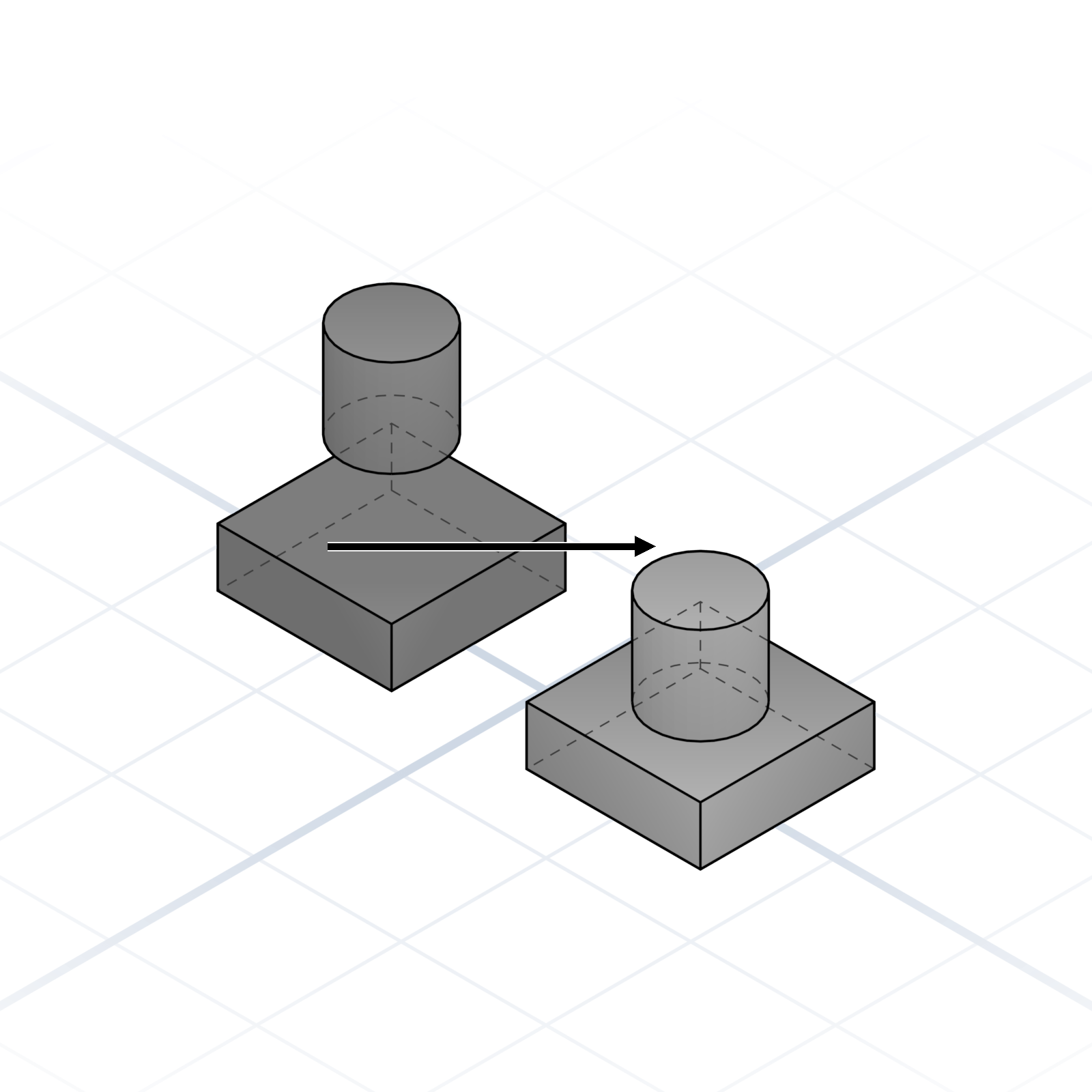
Accroche une face, un bord ou un coin à un autre. Ainsi tu évites de calculer "centrer dessus".
Combine des formes simples pour en faire de plus complexes. La plupart des modèles CAO ne sont, au fond, que des booléens.
Fusionne deux formes en un seul solide. Le volume de recouvrement devient un corps unique.
Soustraire une forme d'une autre. La façon de créer des trous et des évidements.
Ne conserver que le volume de recouvrement. Utile pour rogner à une forme englobante.
Enveloppe hermétiquement un ensemble de formes. Des mélanges organiques rapides.
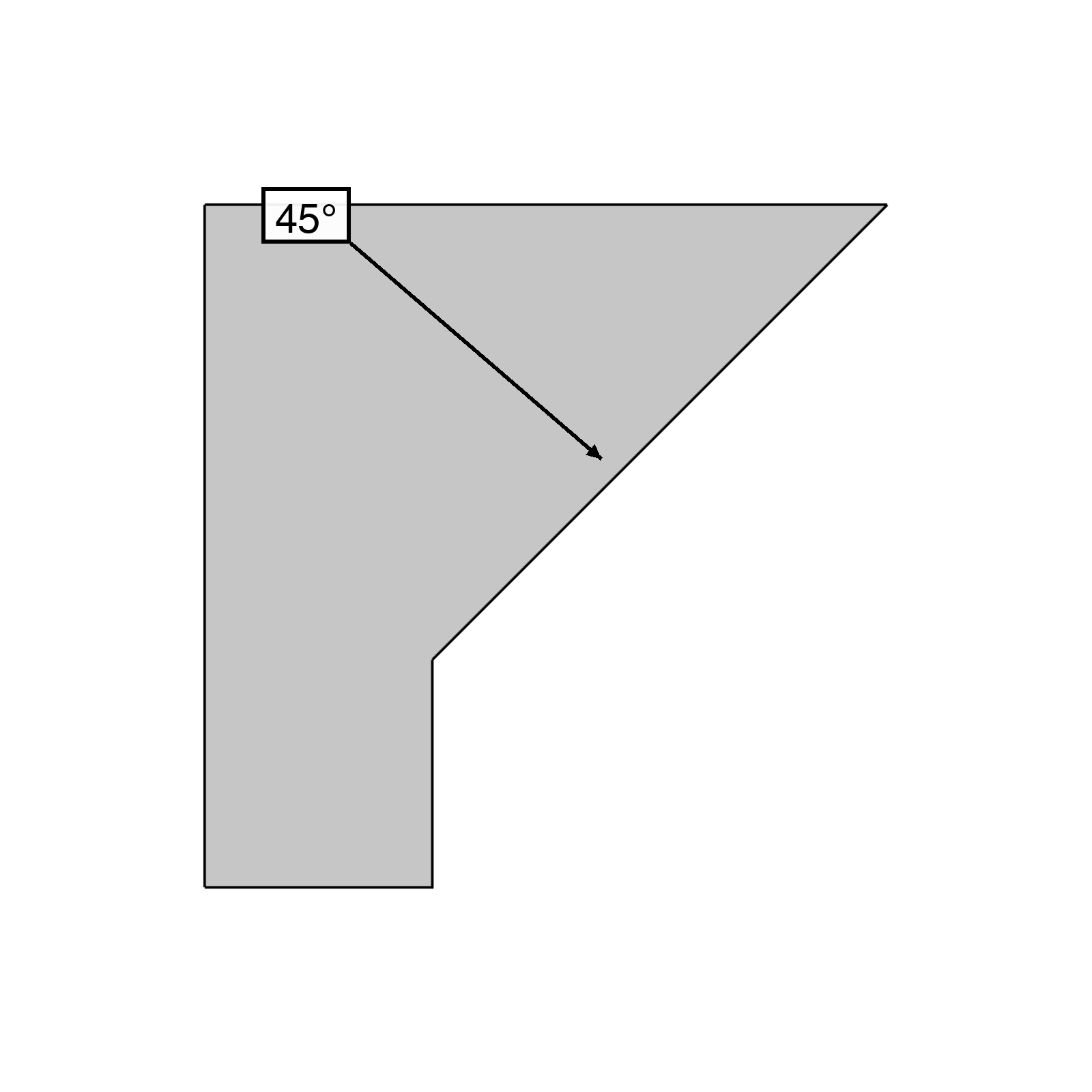
Opérations de détail. C'est ce qui donne à une pièce un aspect intentionnel plutôt que cubique.
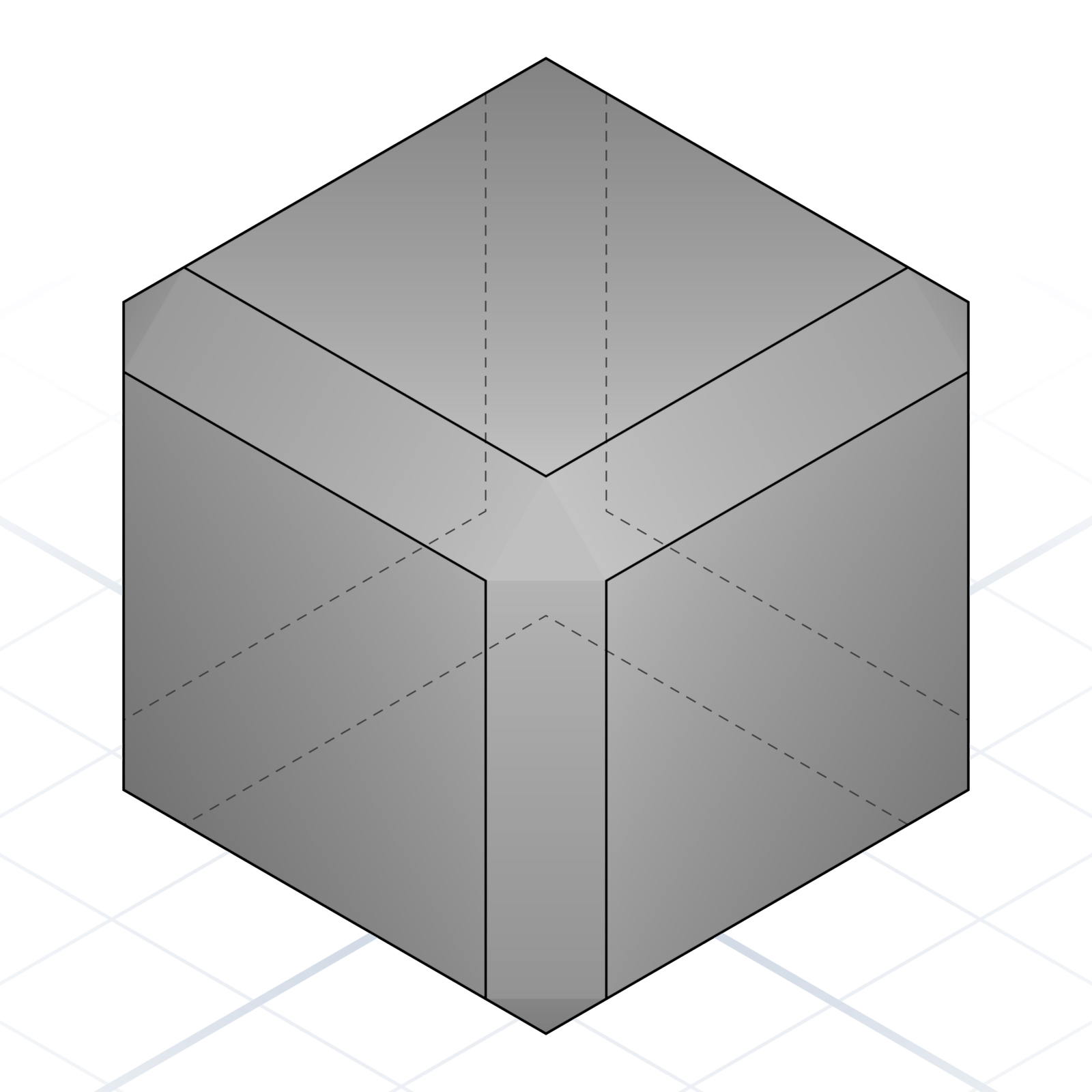
Une coupe plate sur un bord, généralement à 45°. Facilite l'insertion et casse les angles vifs.
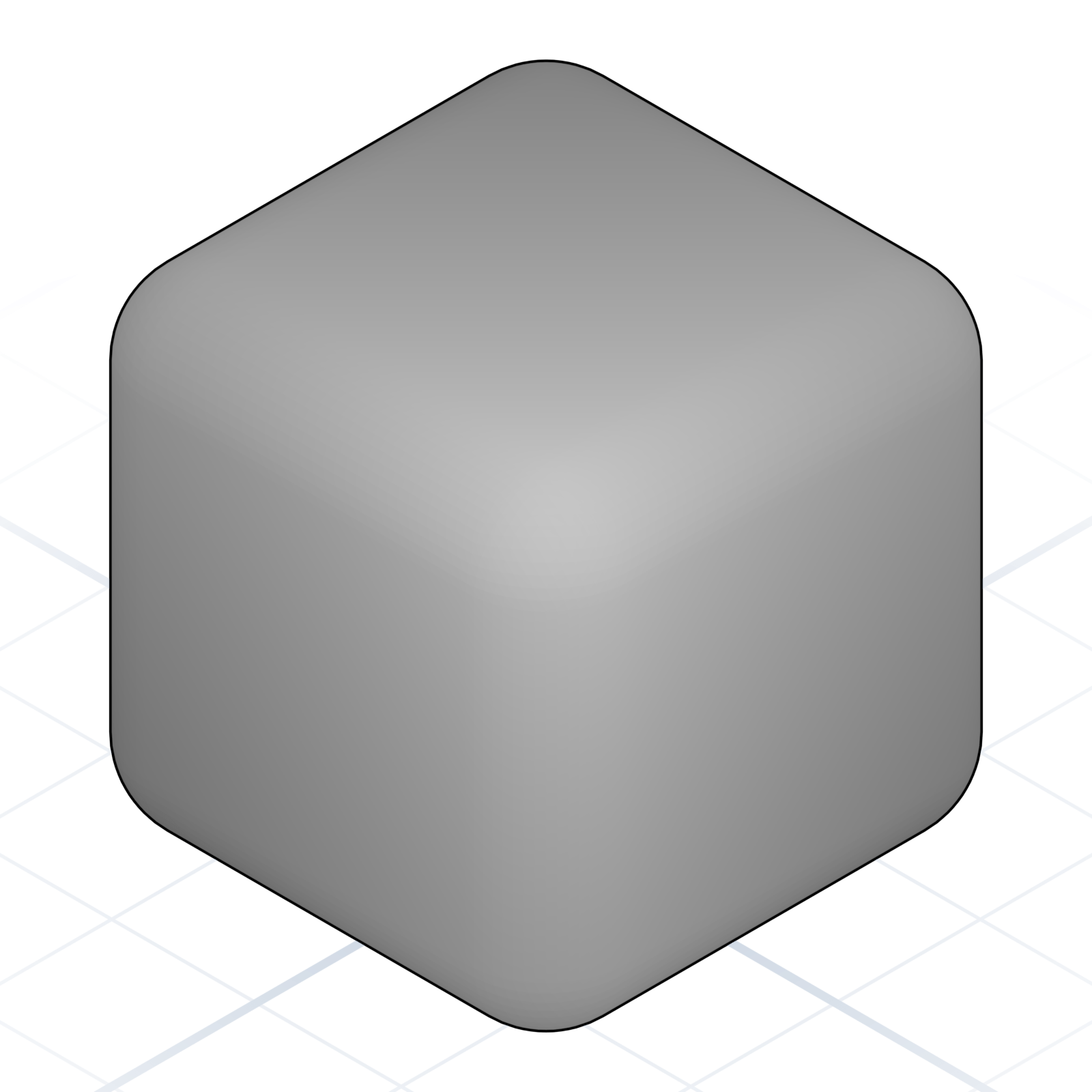
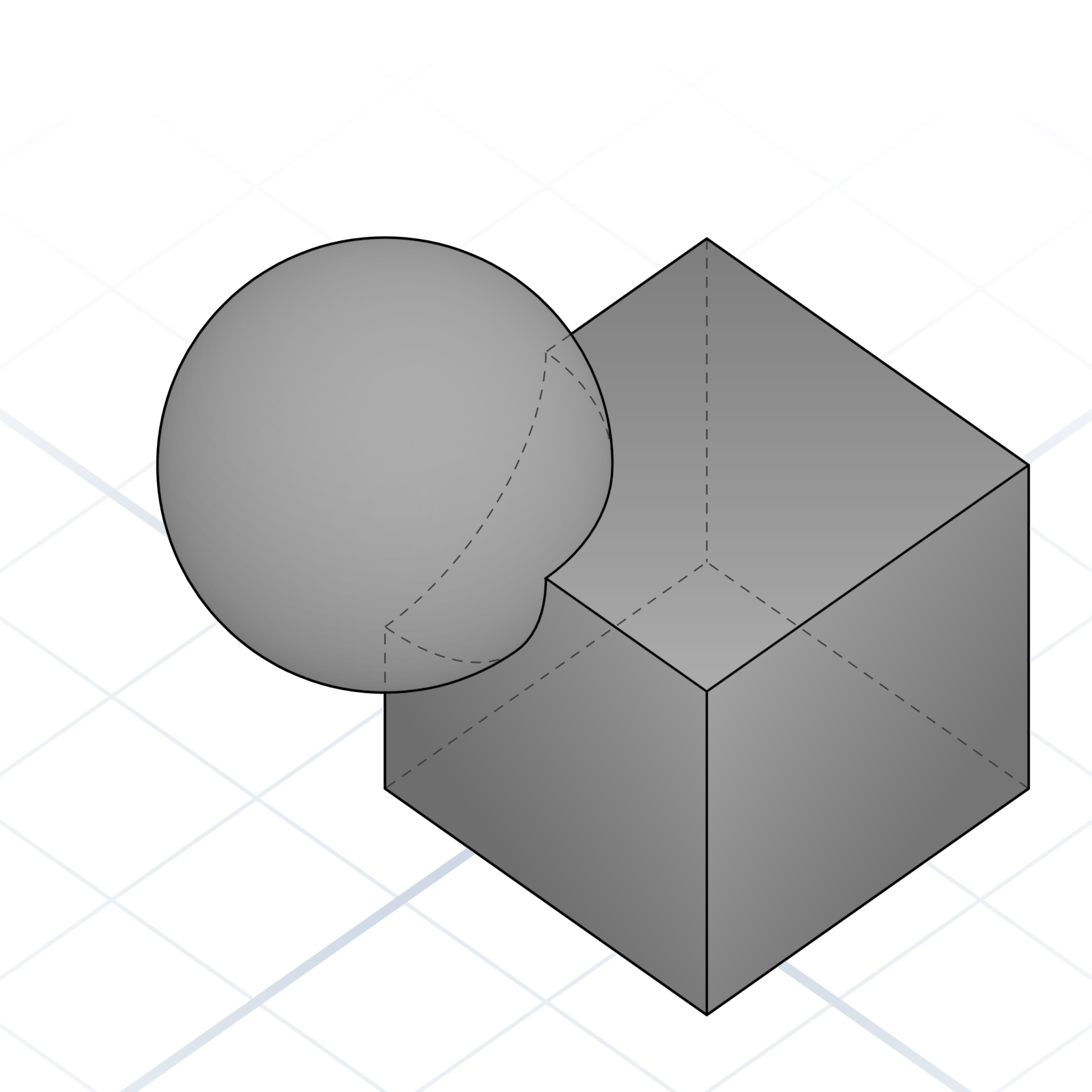
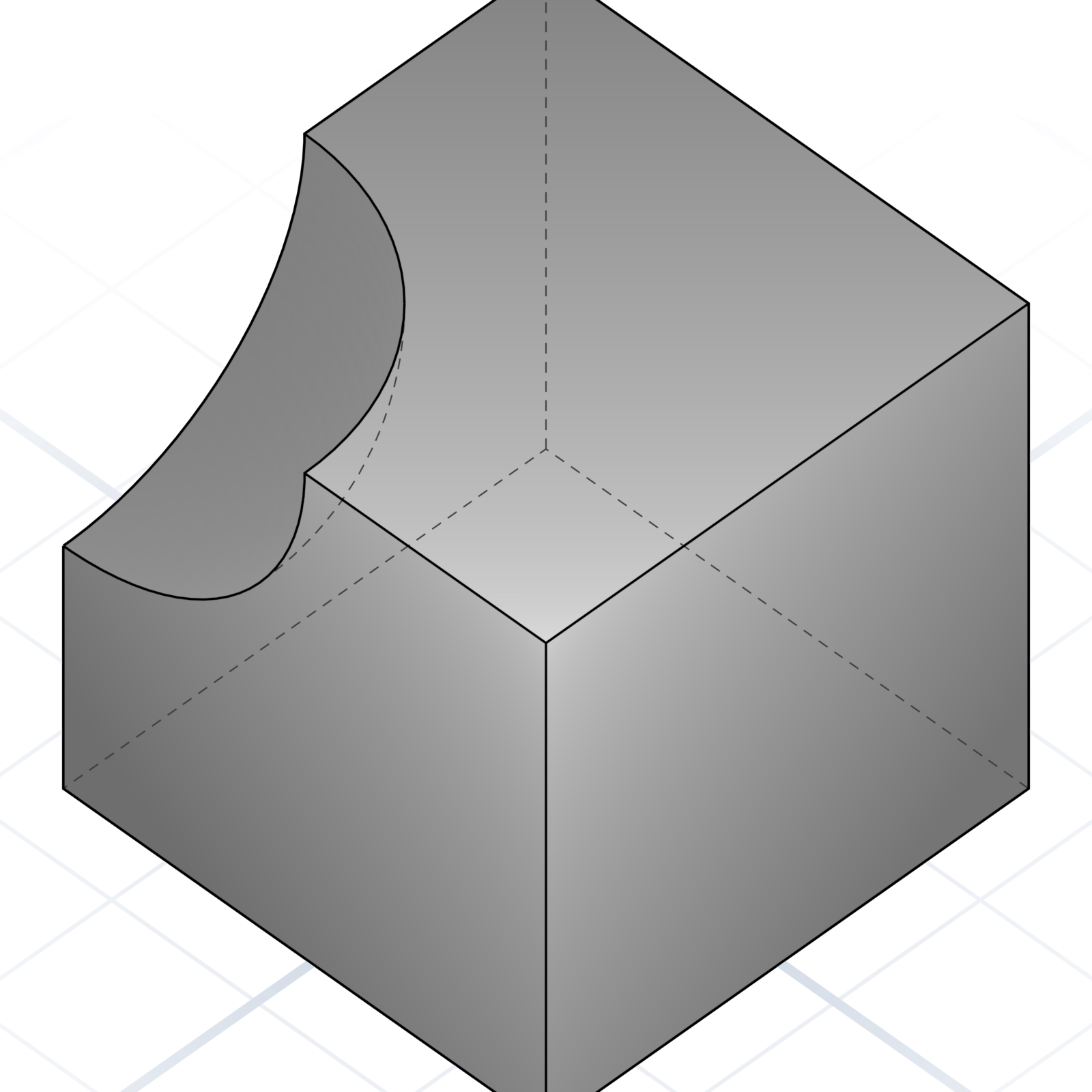
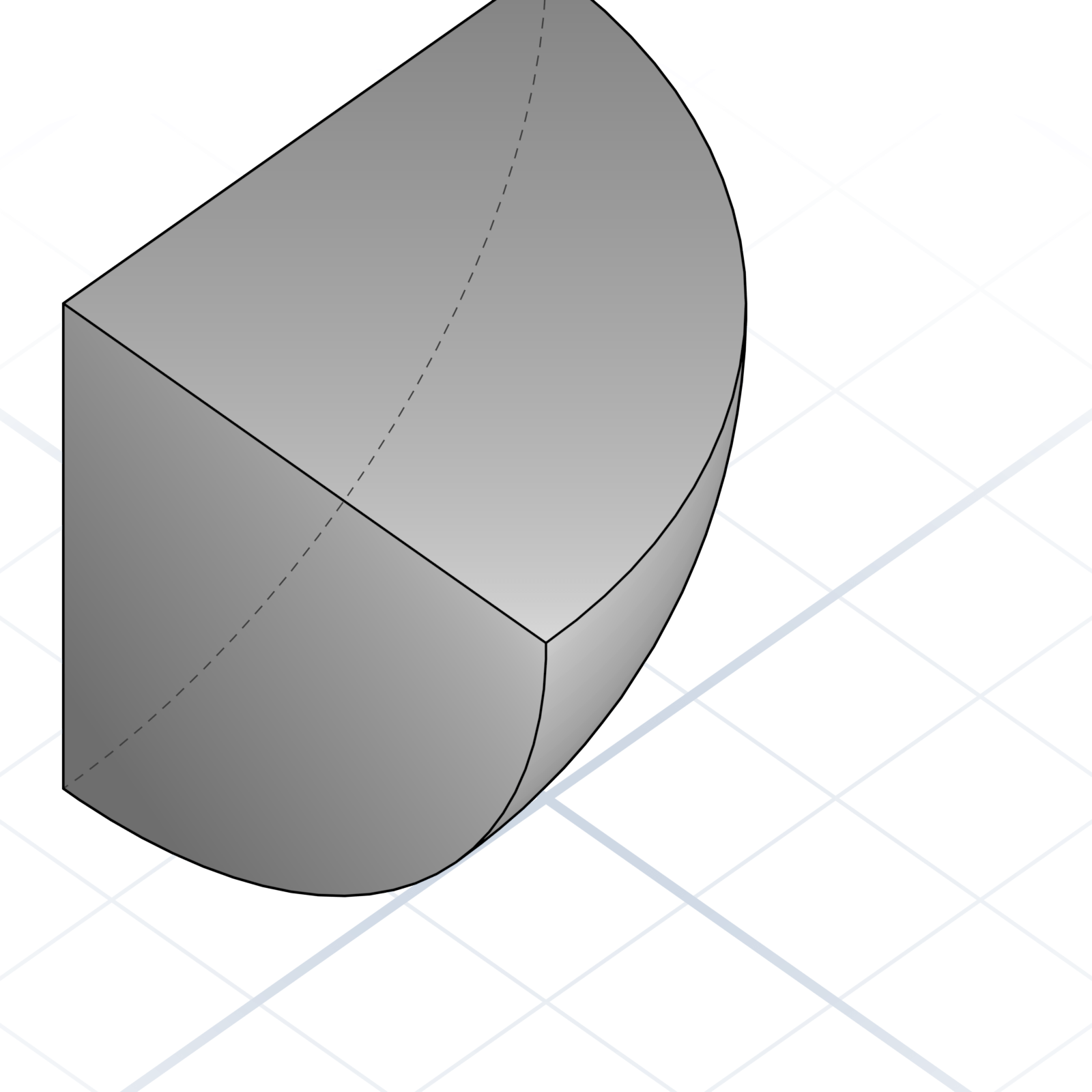
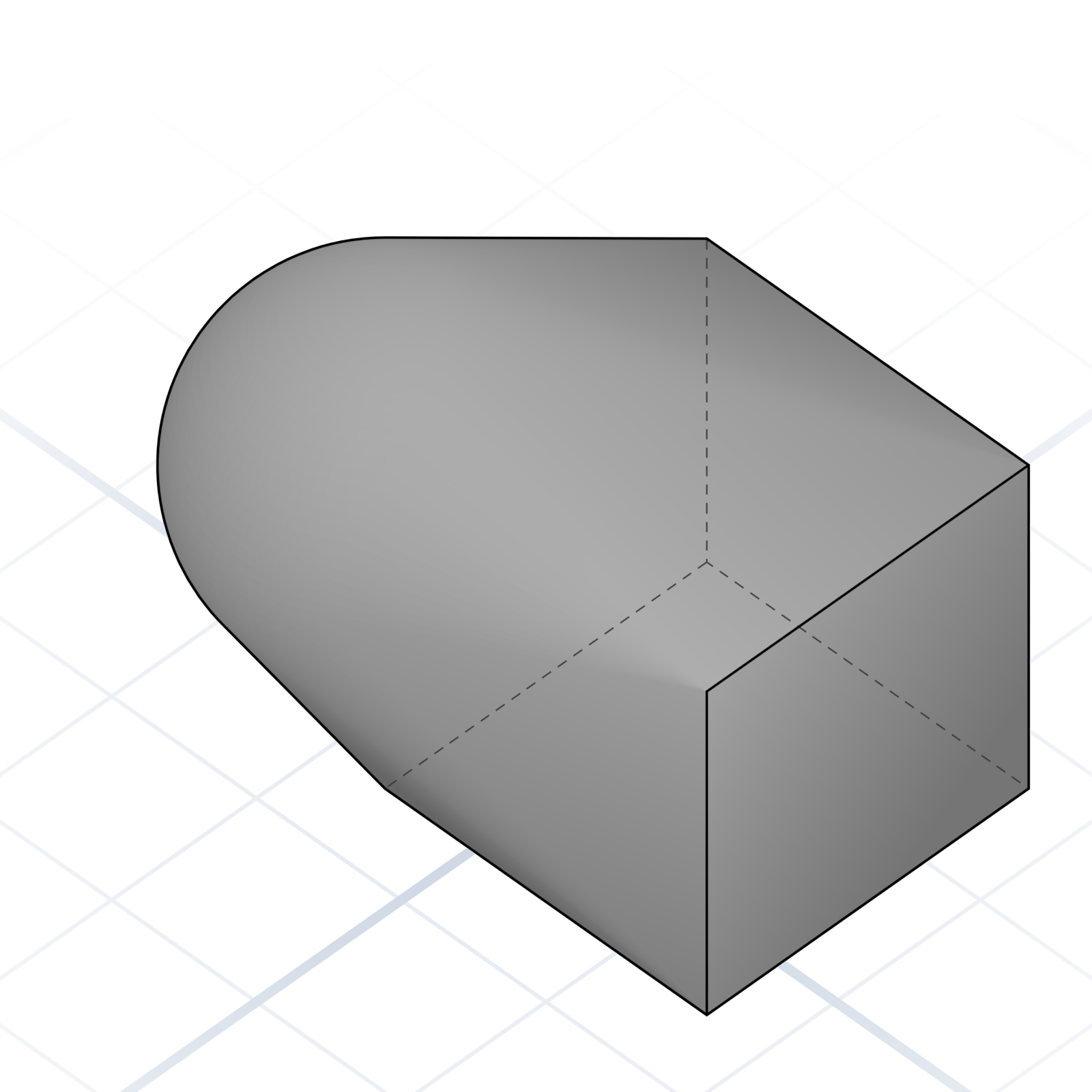
Un bord arrondi. Plus solide qu'un coin vif, plus agréable au toucher.
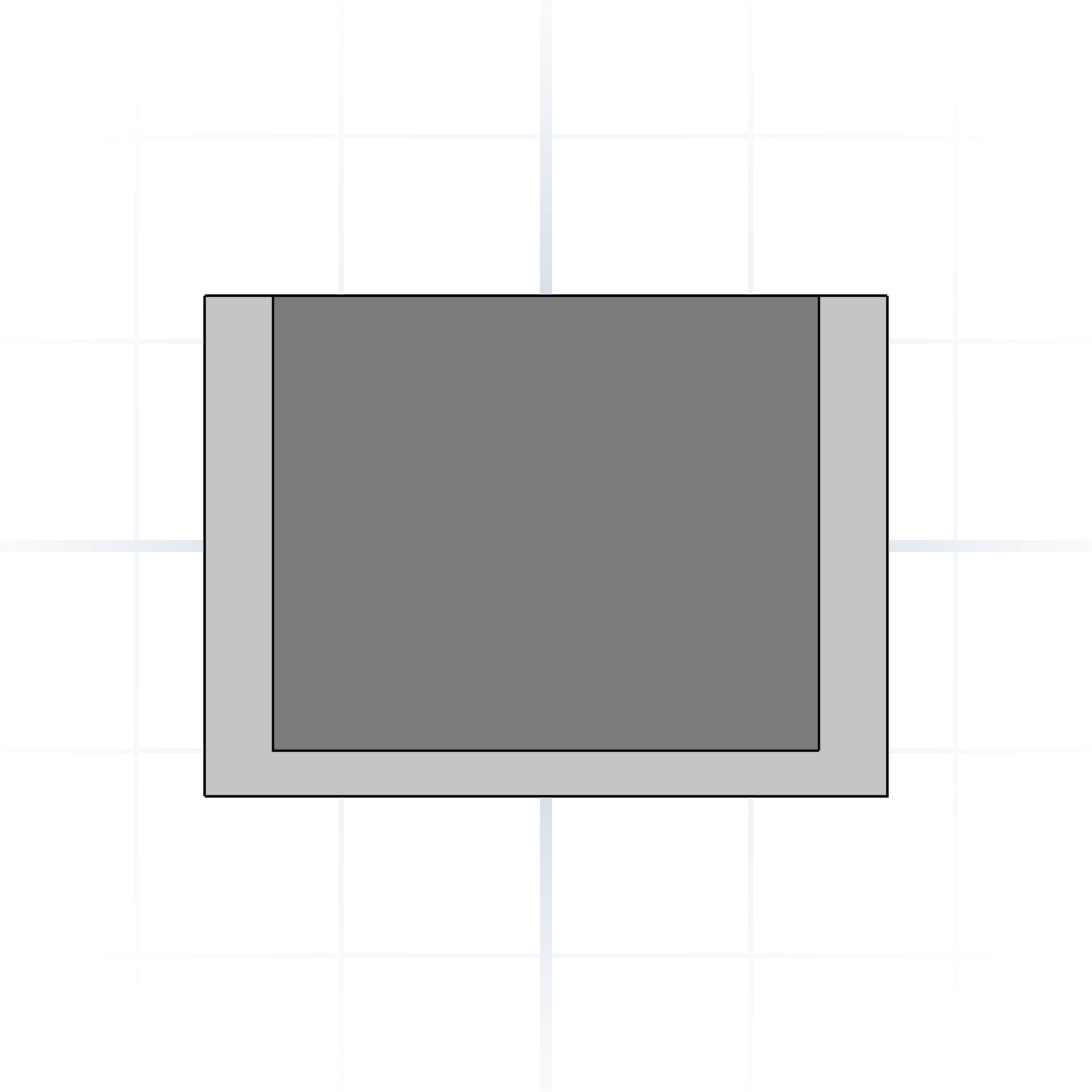
Creuse un solide, en laissant des parois d'une épaisseur donnée.
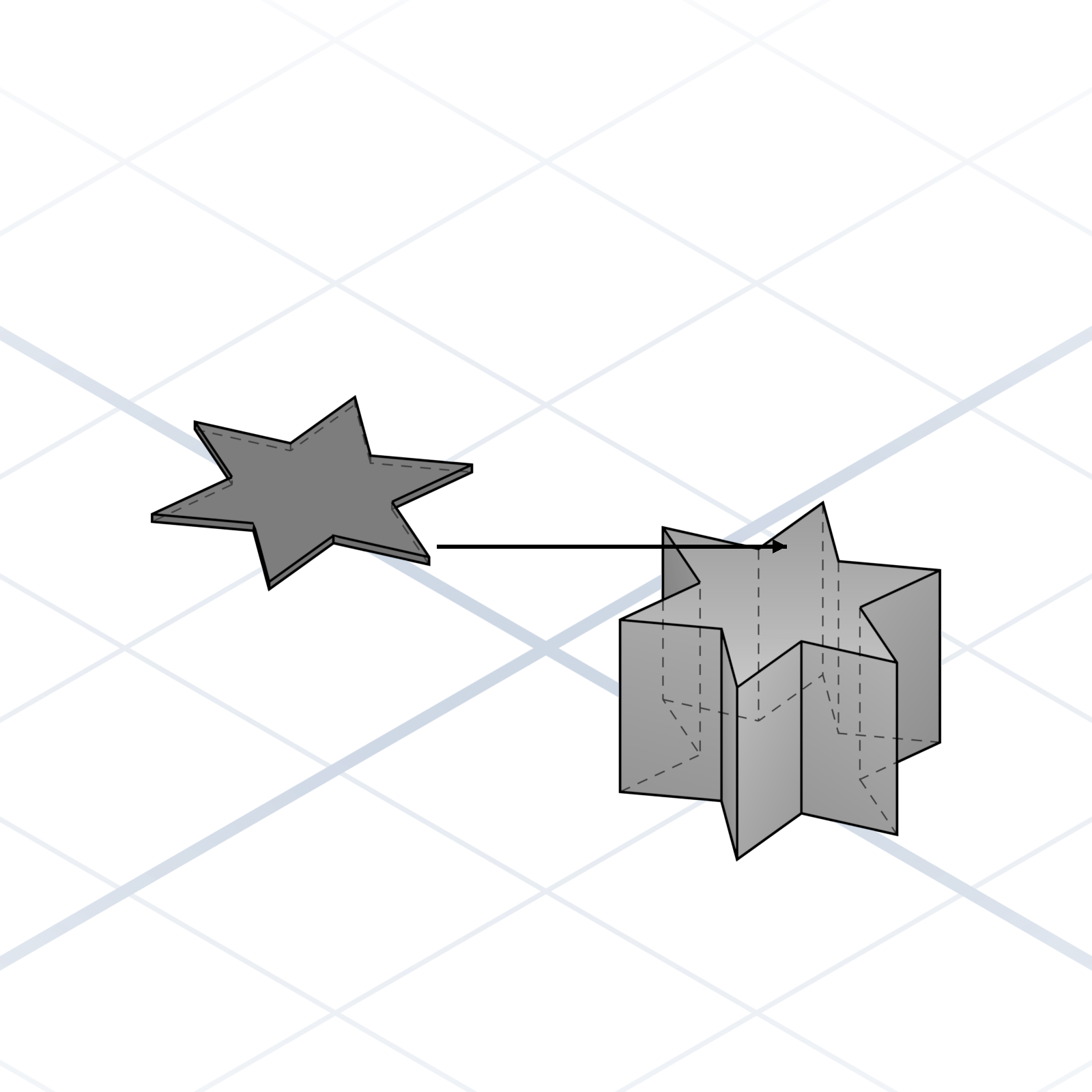
Extrais un profil 2D vers la 3D. Le chemin le plus rapide du croquis au volume.
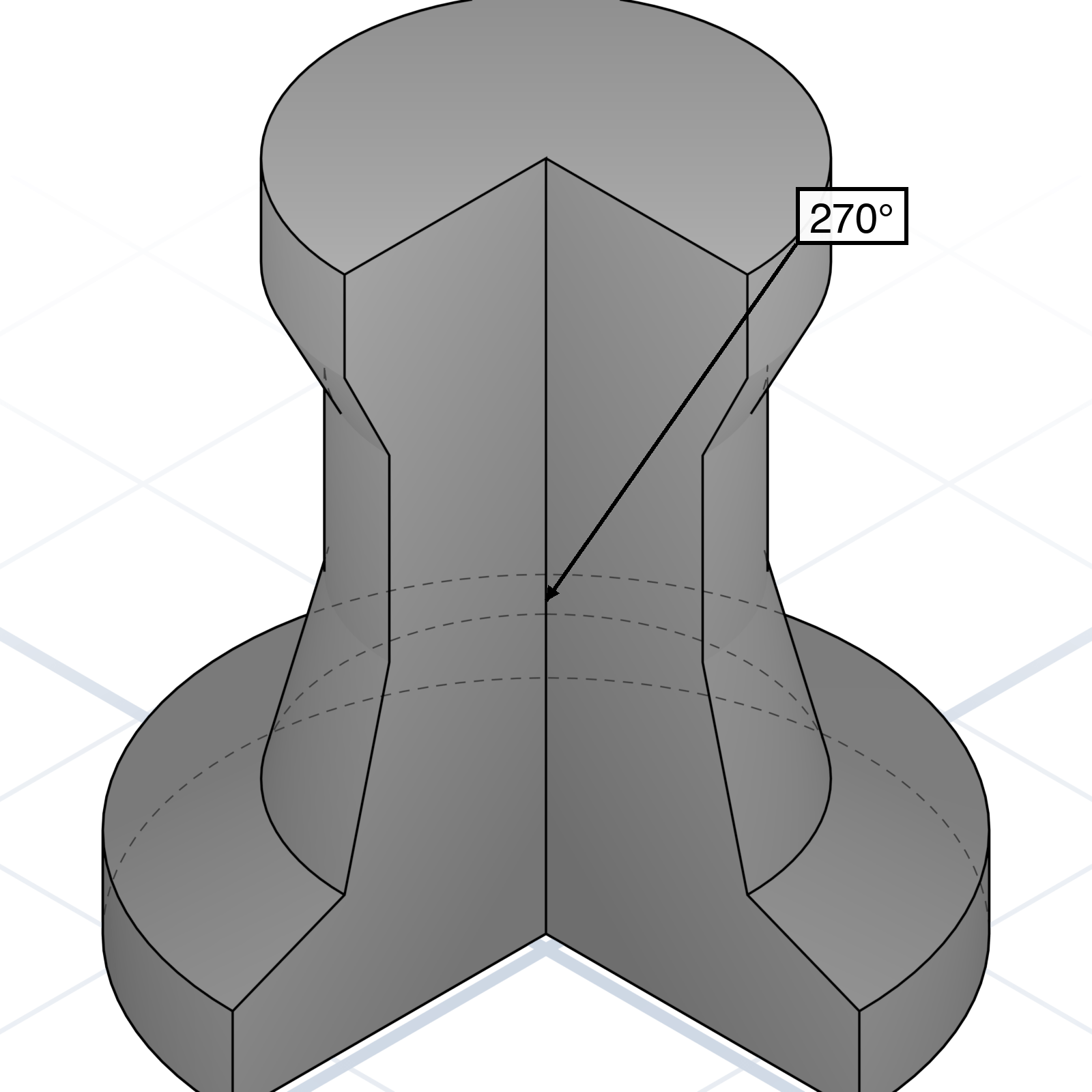
Fais tourner un profil 2D autour d'un axe. C'est de là que viennent les bouteilles, les boutons et les vases.
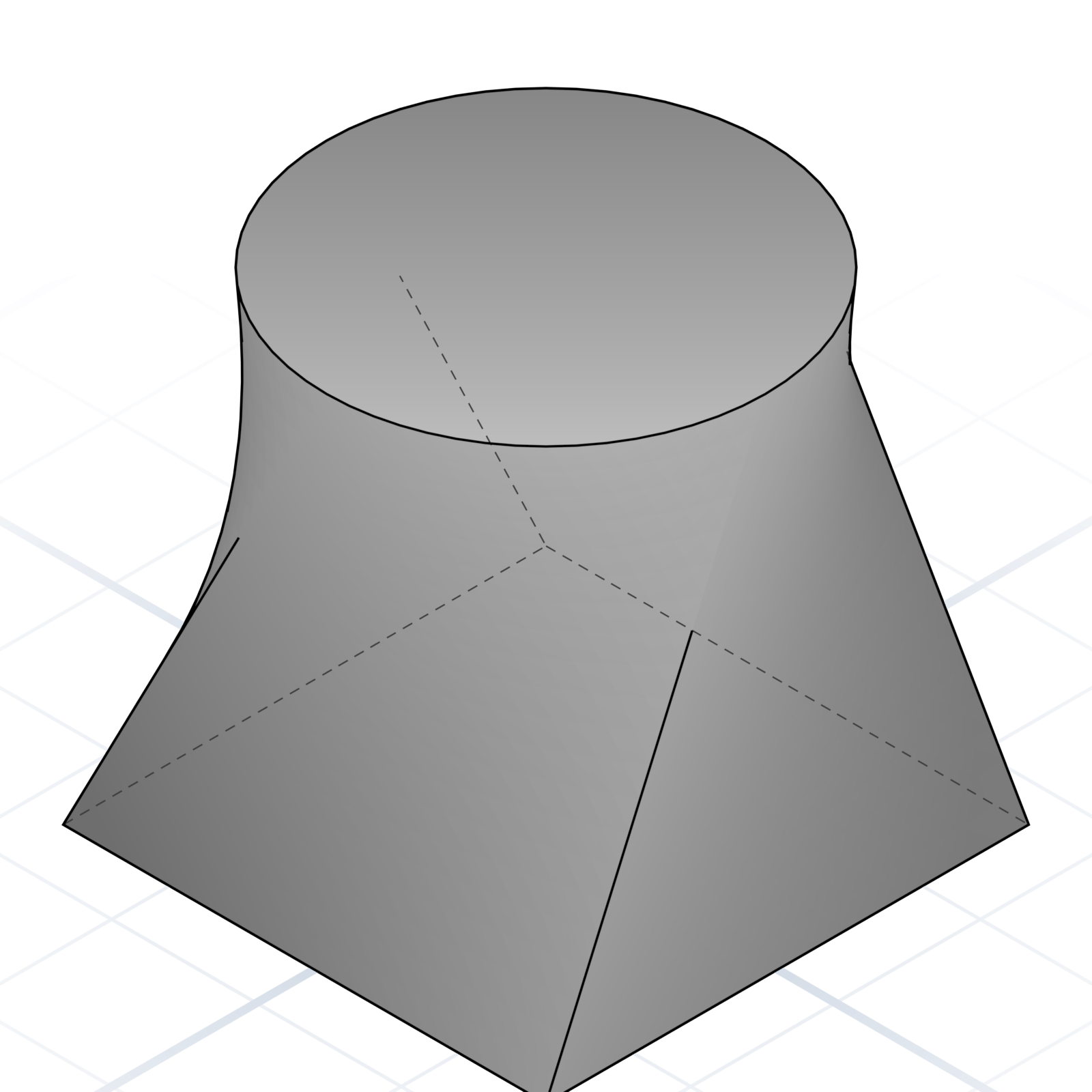
Fusion entre deux ou plusieurs profils. Change la section en douceur.
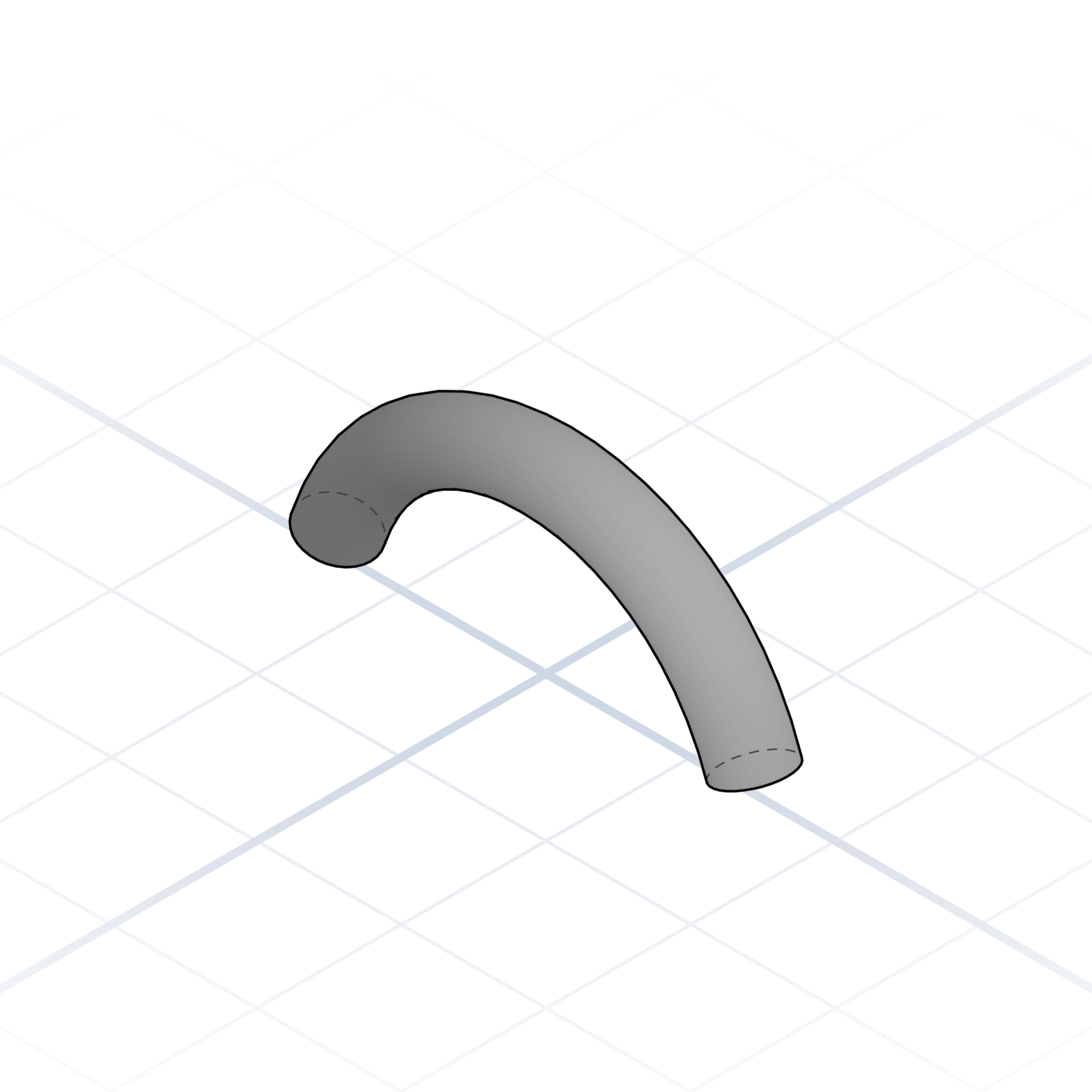
Fais glisser un profil le long d'un chemin. Tuyaux, poignées et rainures.
Incline une face de quelques degrés. Aide les impressions à se détacher des supports.
Comment les formes deviennent quelque chose d'imprimable : fonctions, géométrie d'accouplement et pièces du commerce autour desquelles ta conception doit s'organiser.
Des formes nommées que tu ajoutes à une pièce pour la faire fonctionner : fixation, rigidité, étanchéité ou prise en main. Appelle-les par leur nom et la géométrie suit.
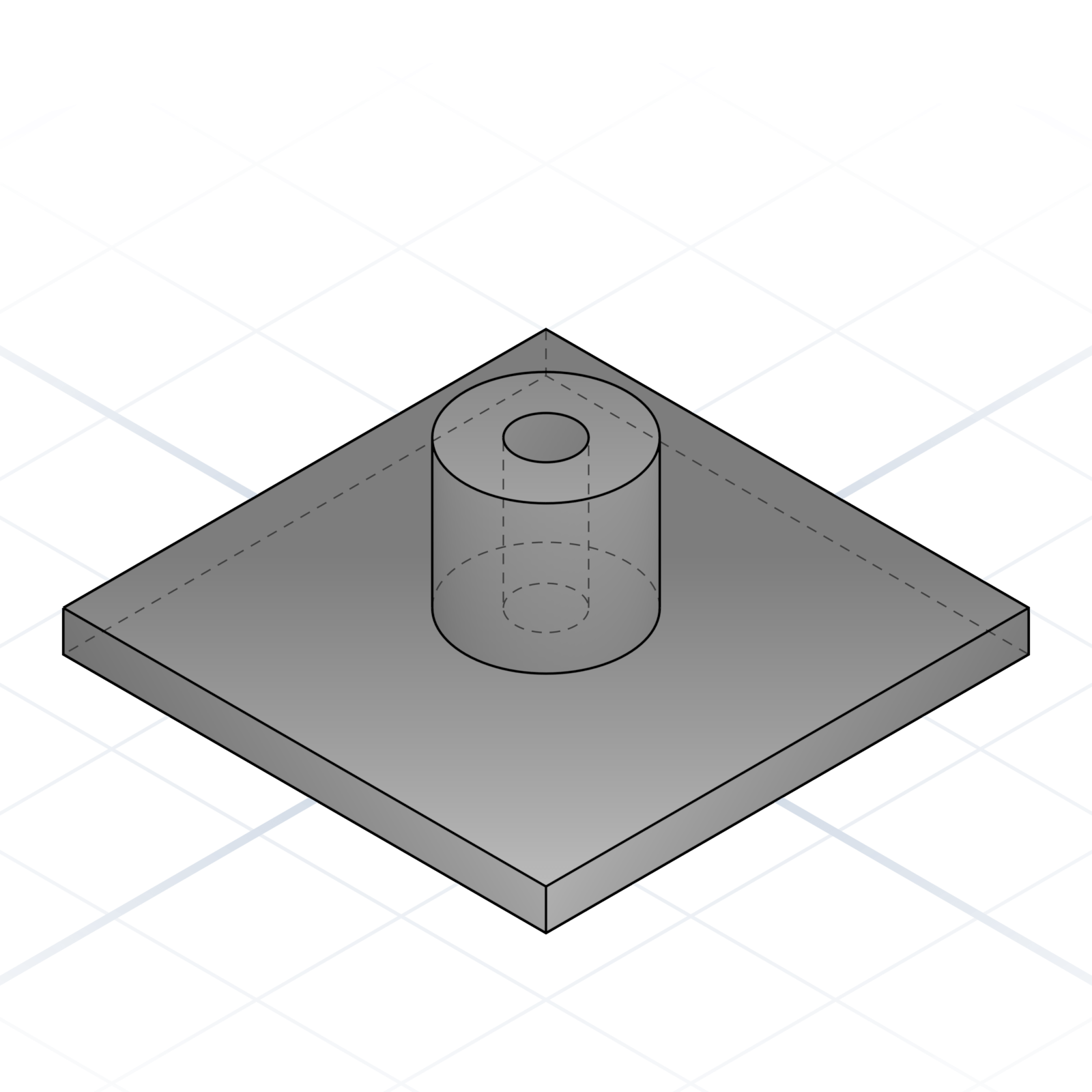
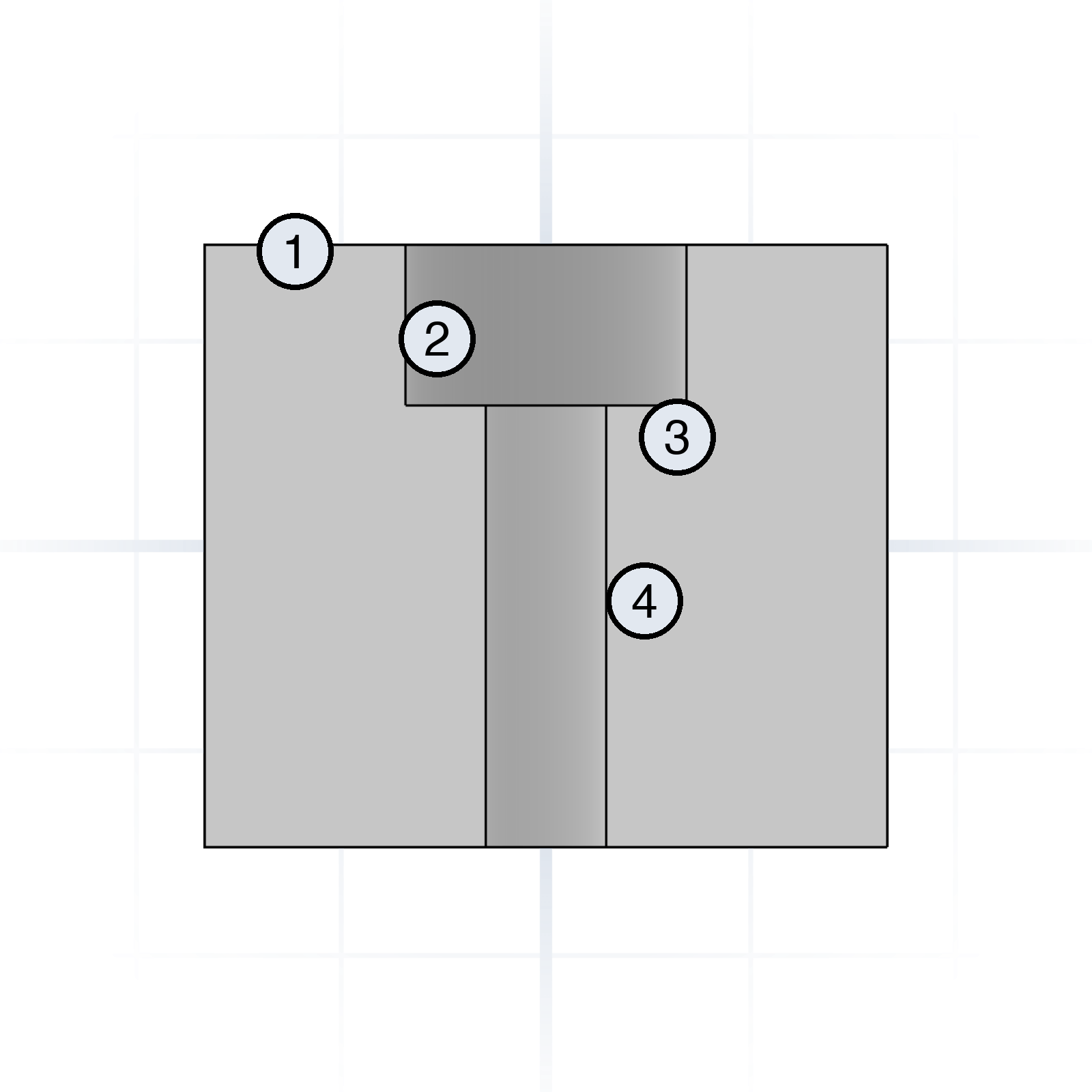
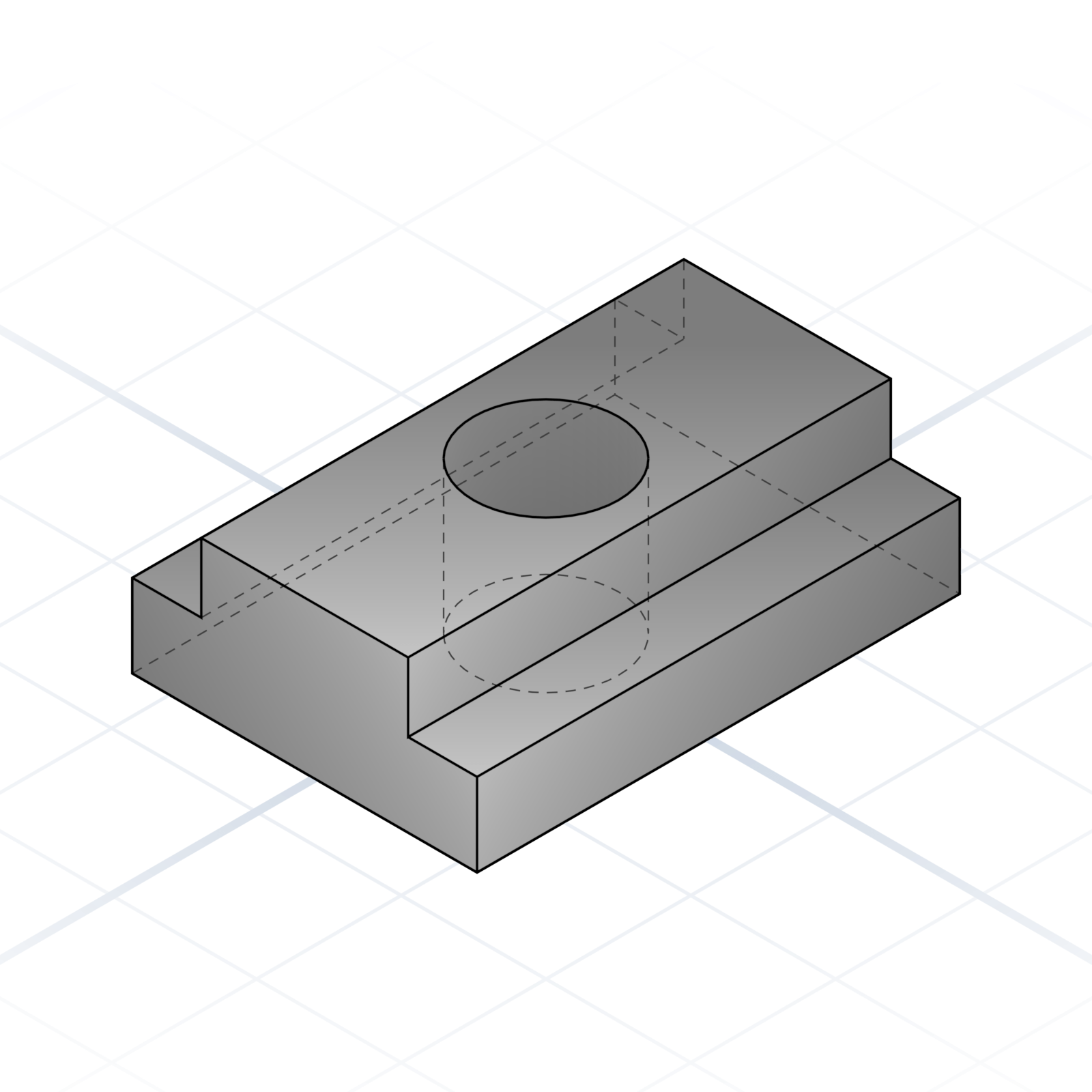
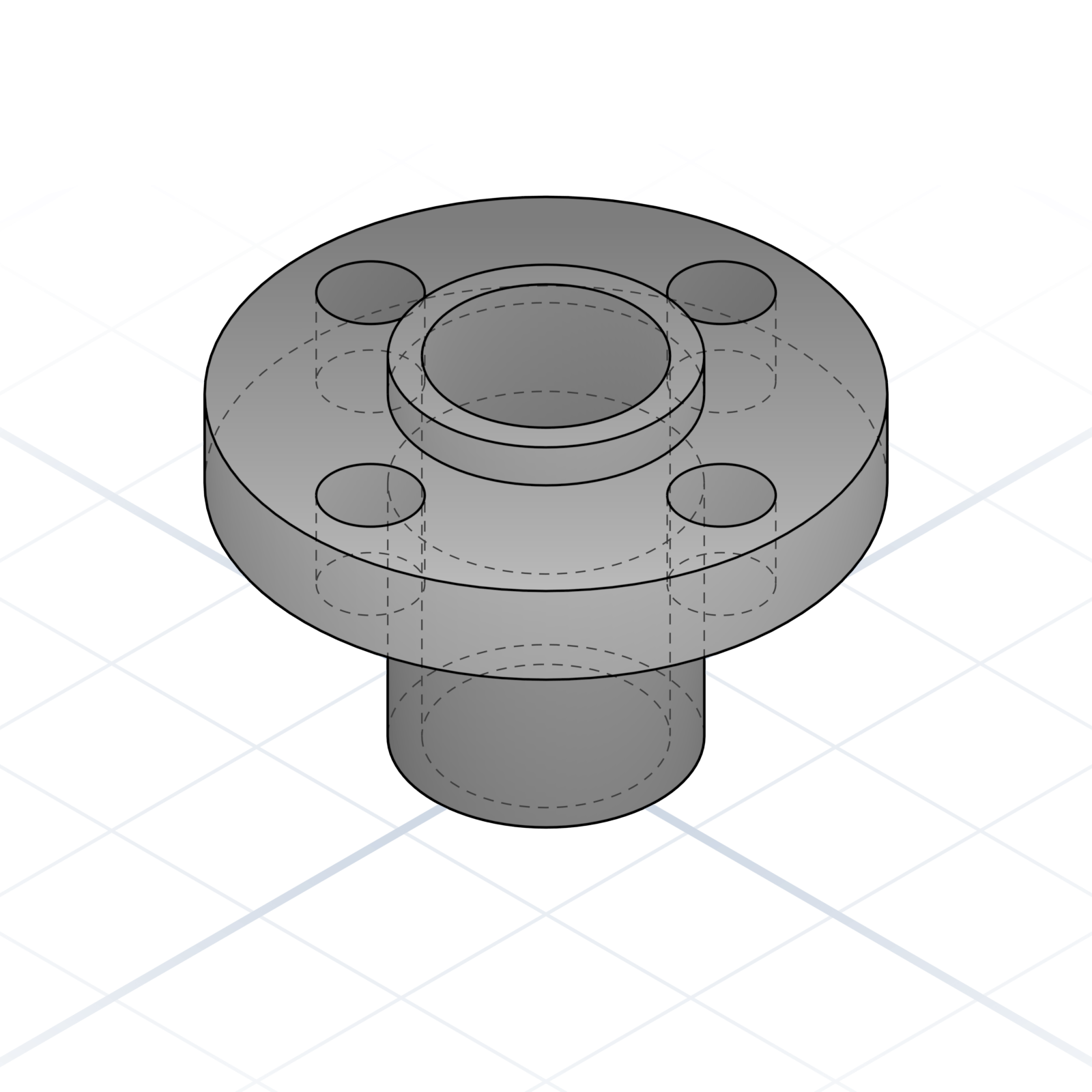
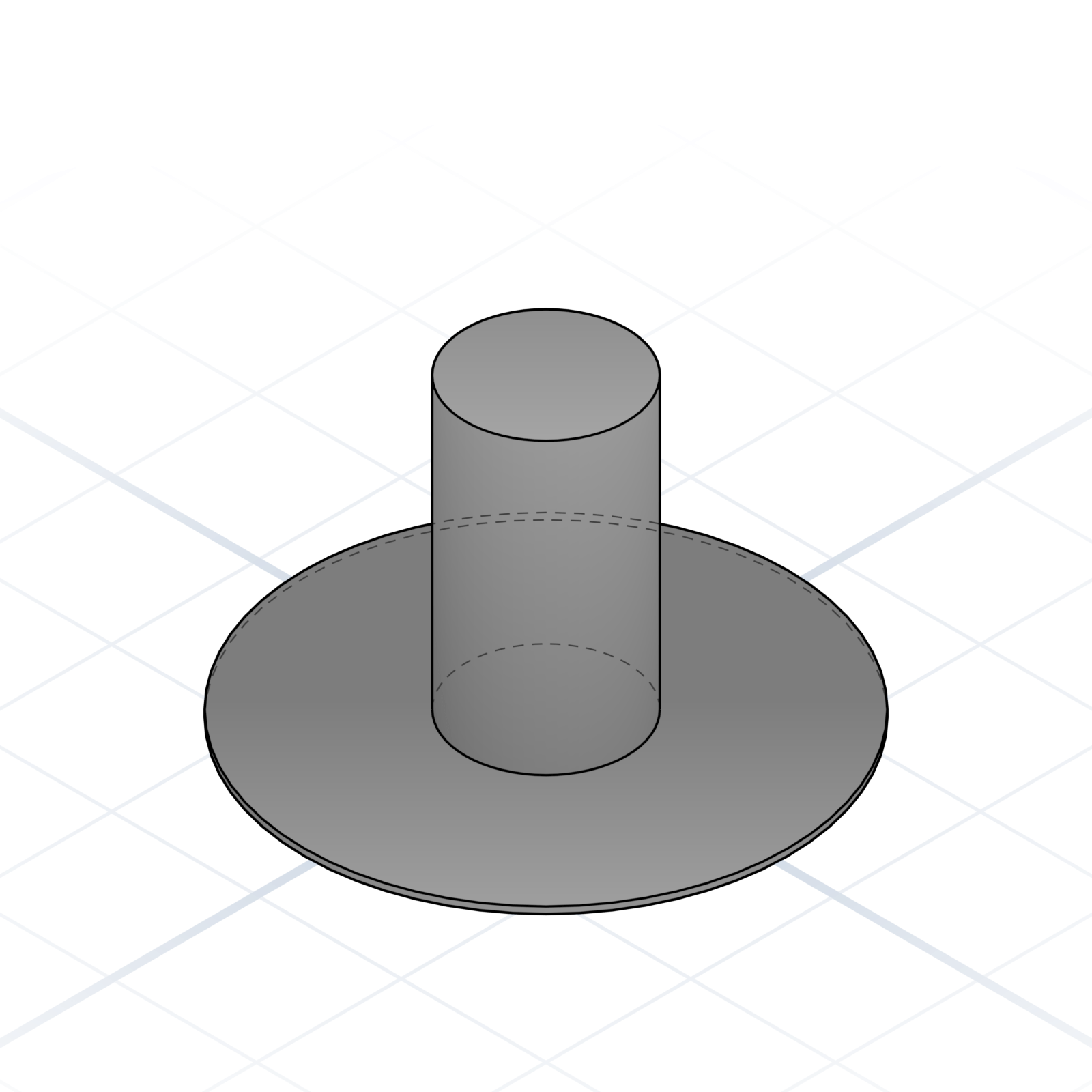
Saillie cylindrique avec un trou, généralement pour une vis ou un insert à chaud. La fonction "là où les pièces se boulonnent".
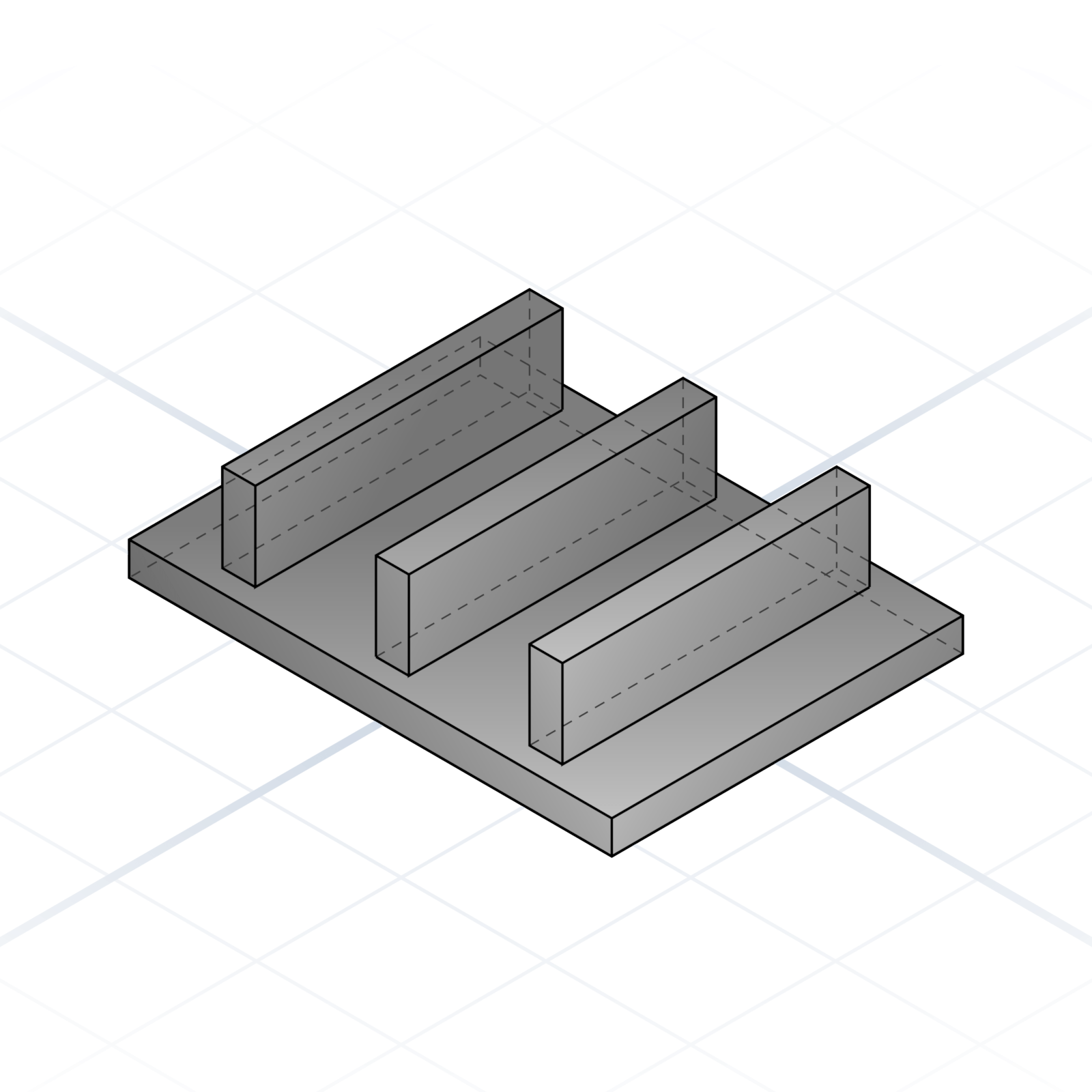
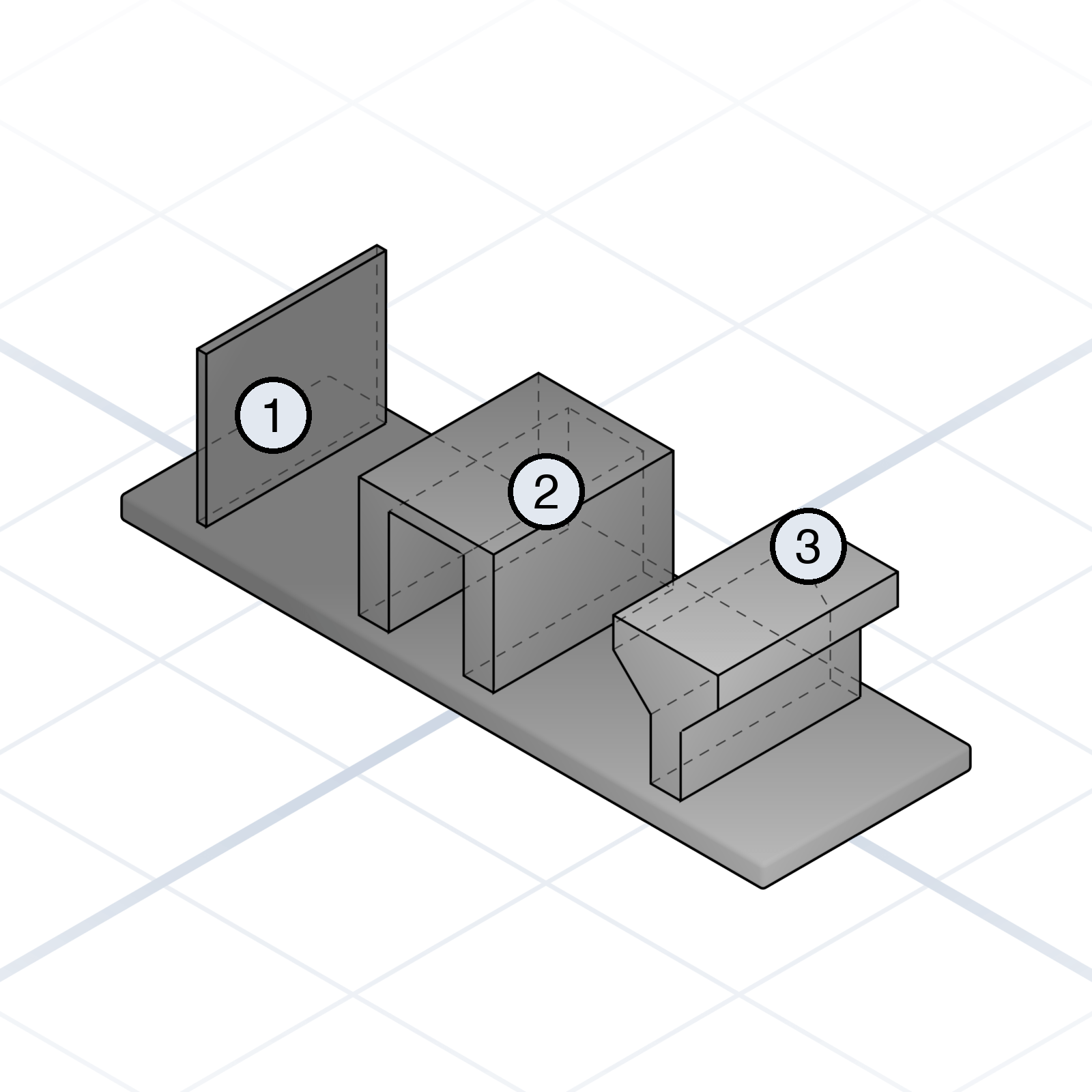
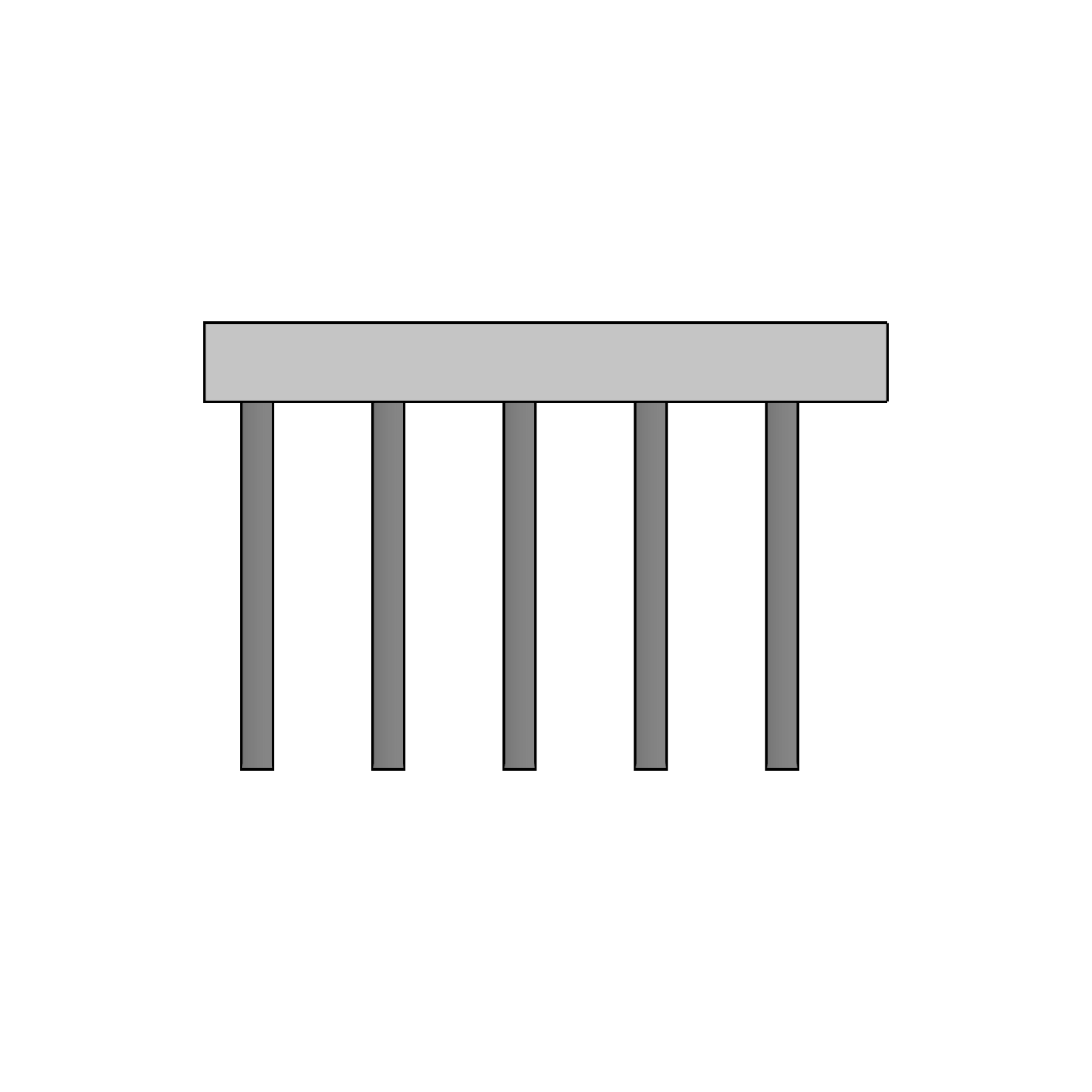
Une nervure fine de renfort qui court le long d'une surface. Empêche une plaque plate de fléchir sans doubler l'épaisseur de la paroi.
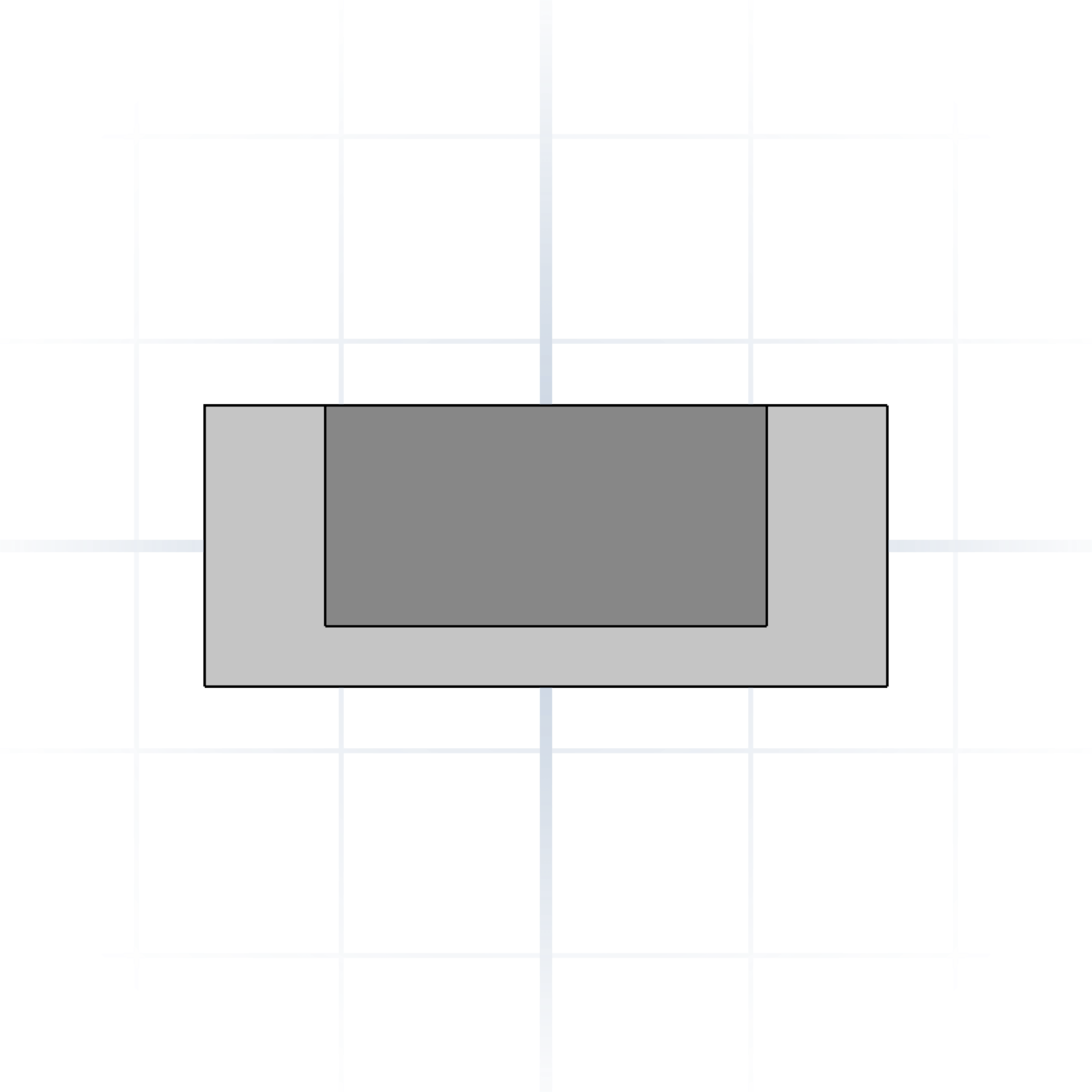
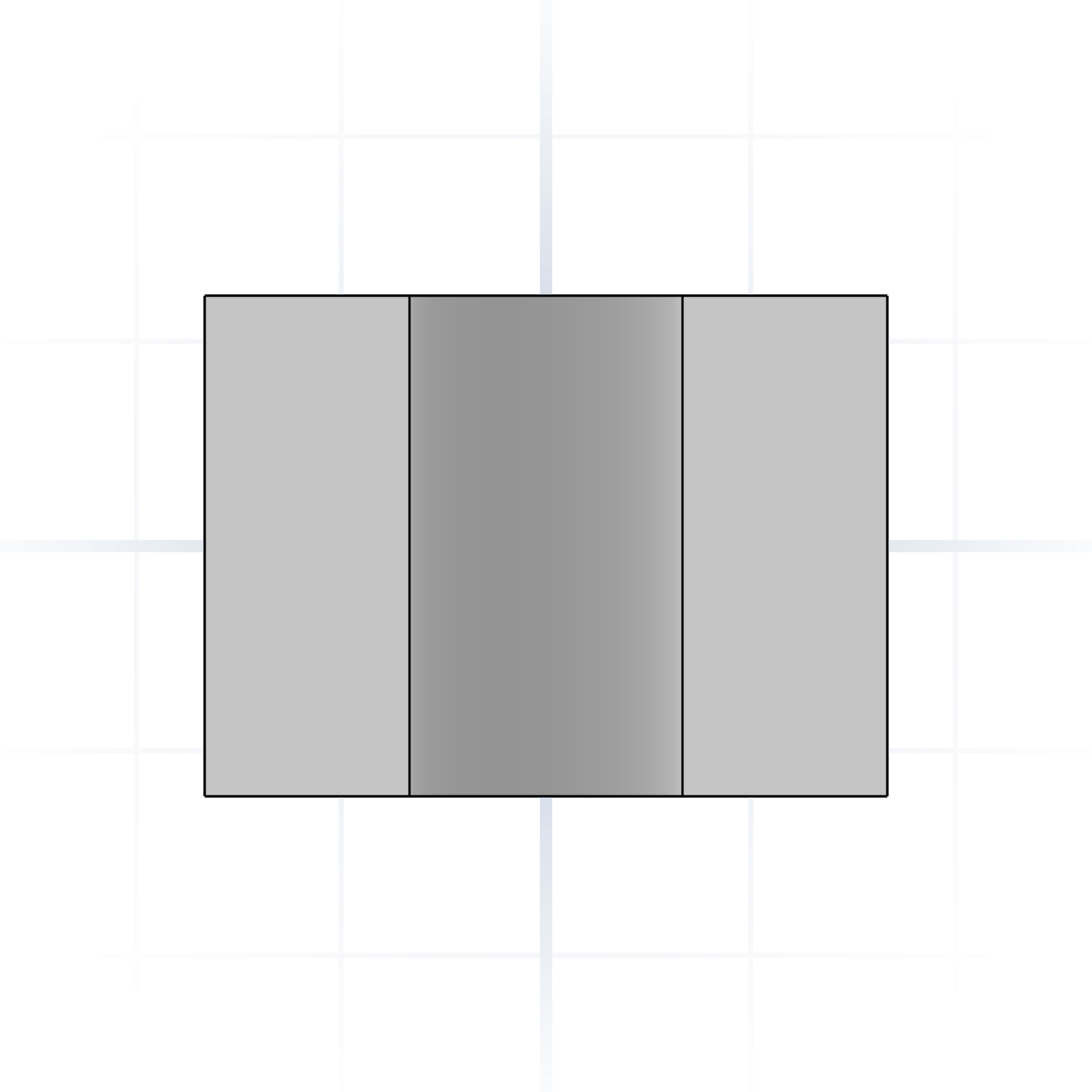
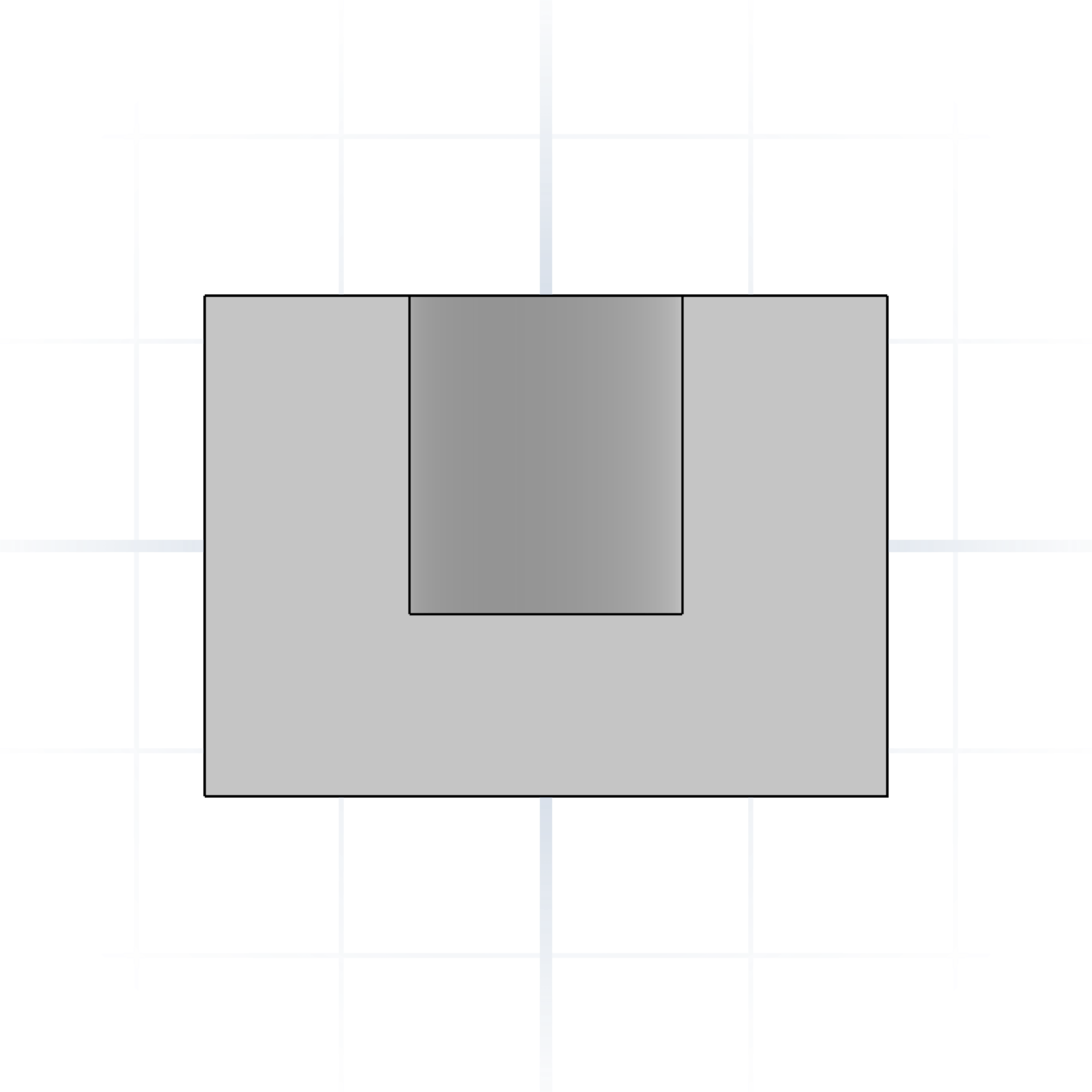
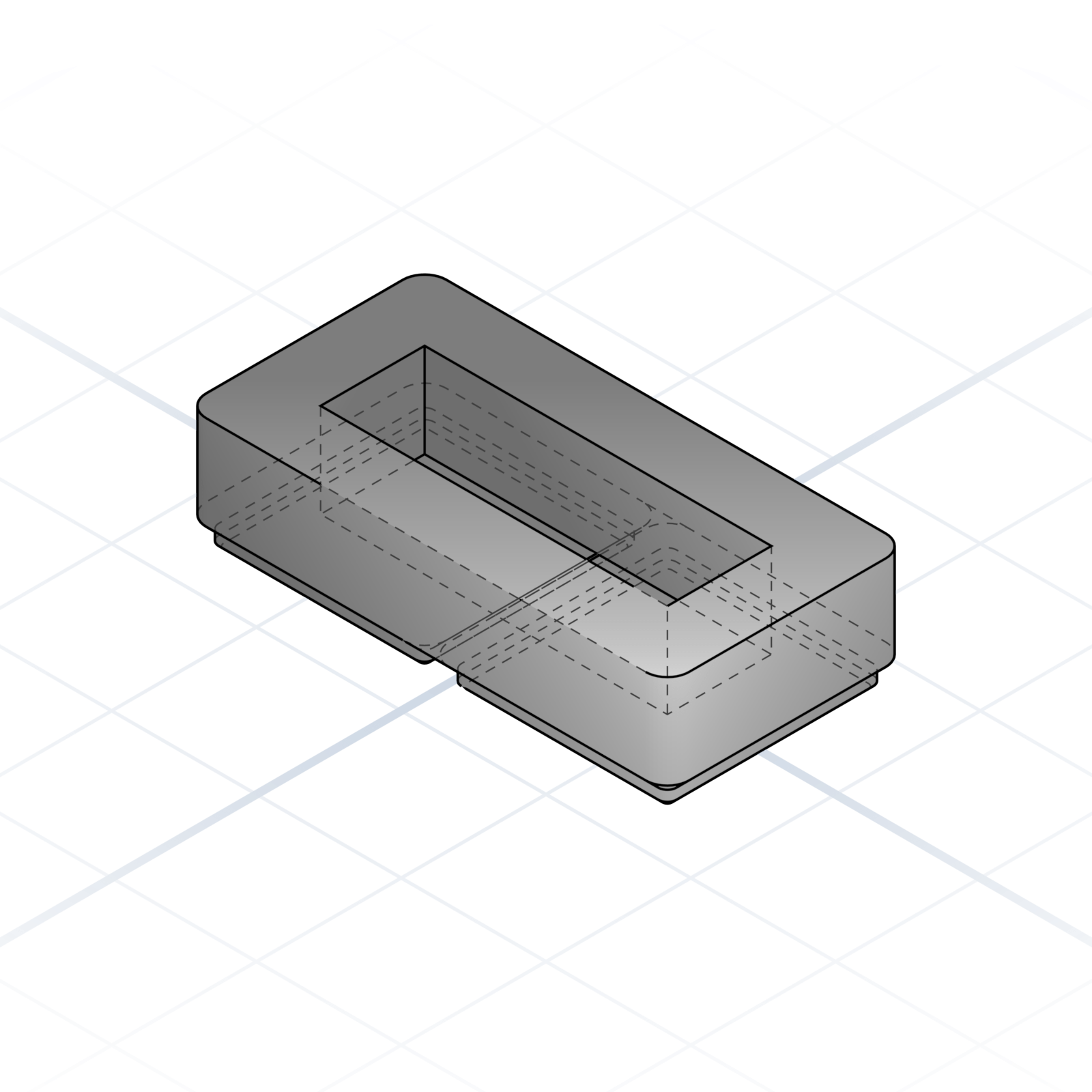
Cavité rectangulaire dans un solide. Passages de câbles, écrous captifs, trous d'allègement.
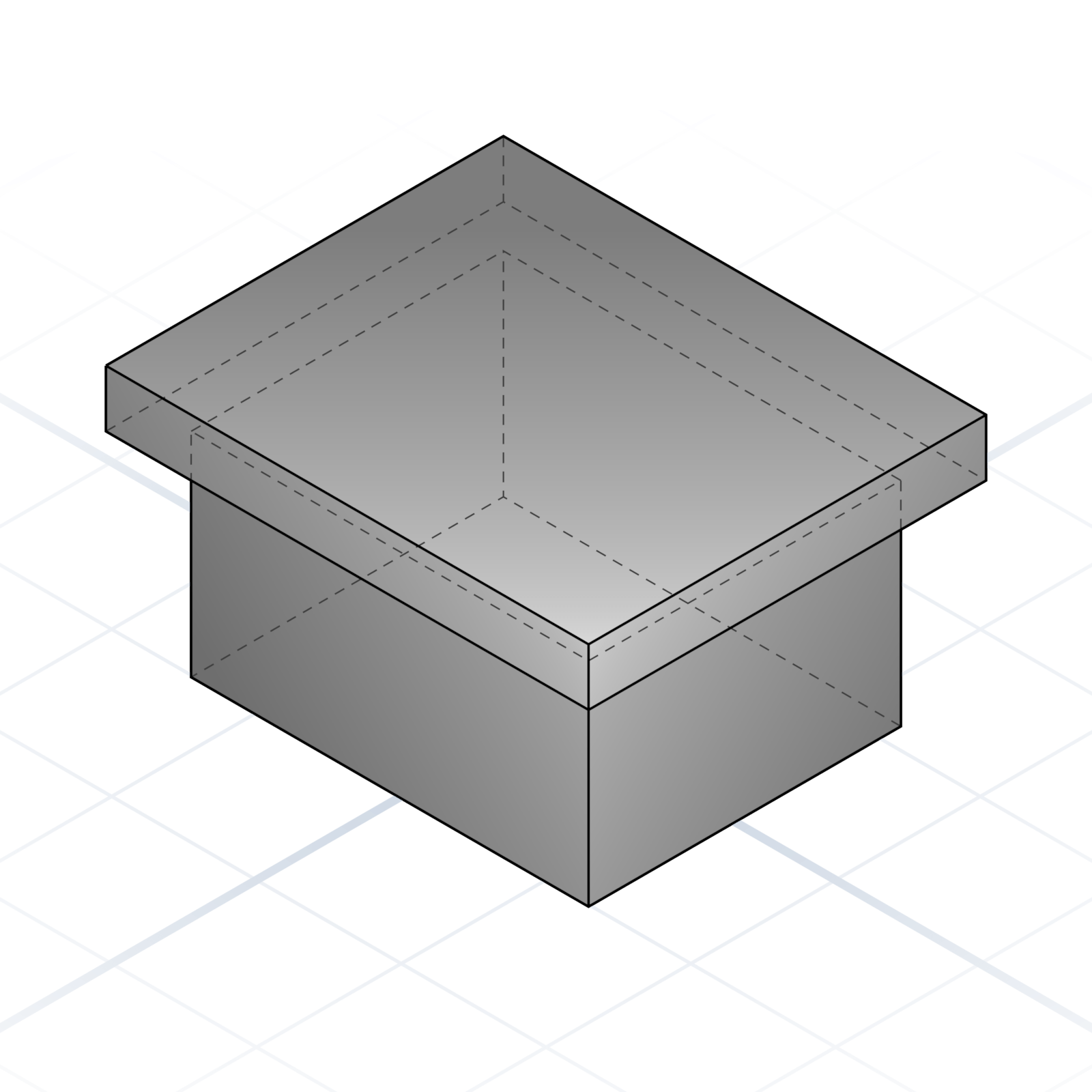
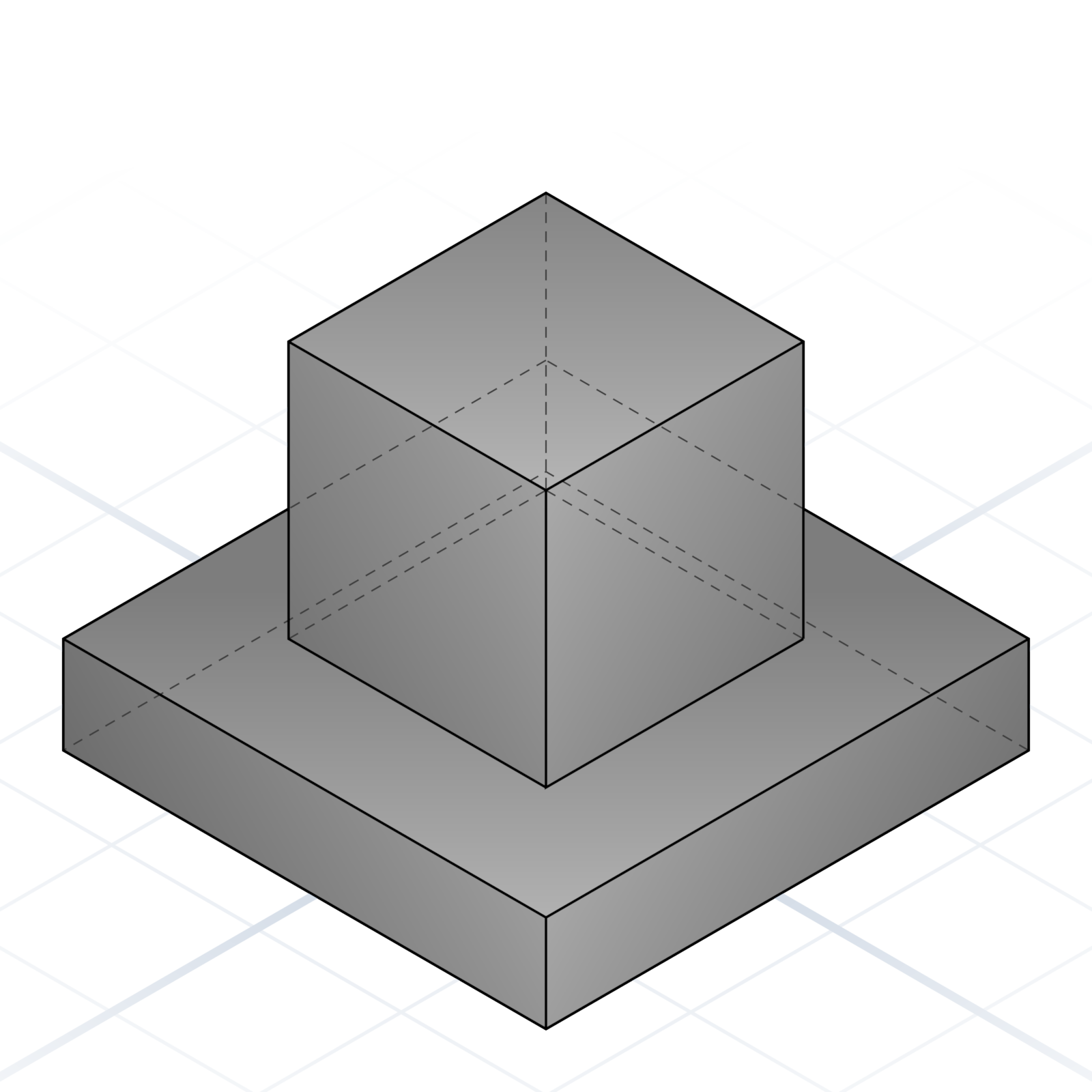
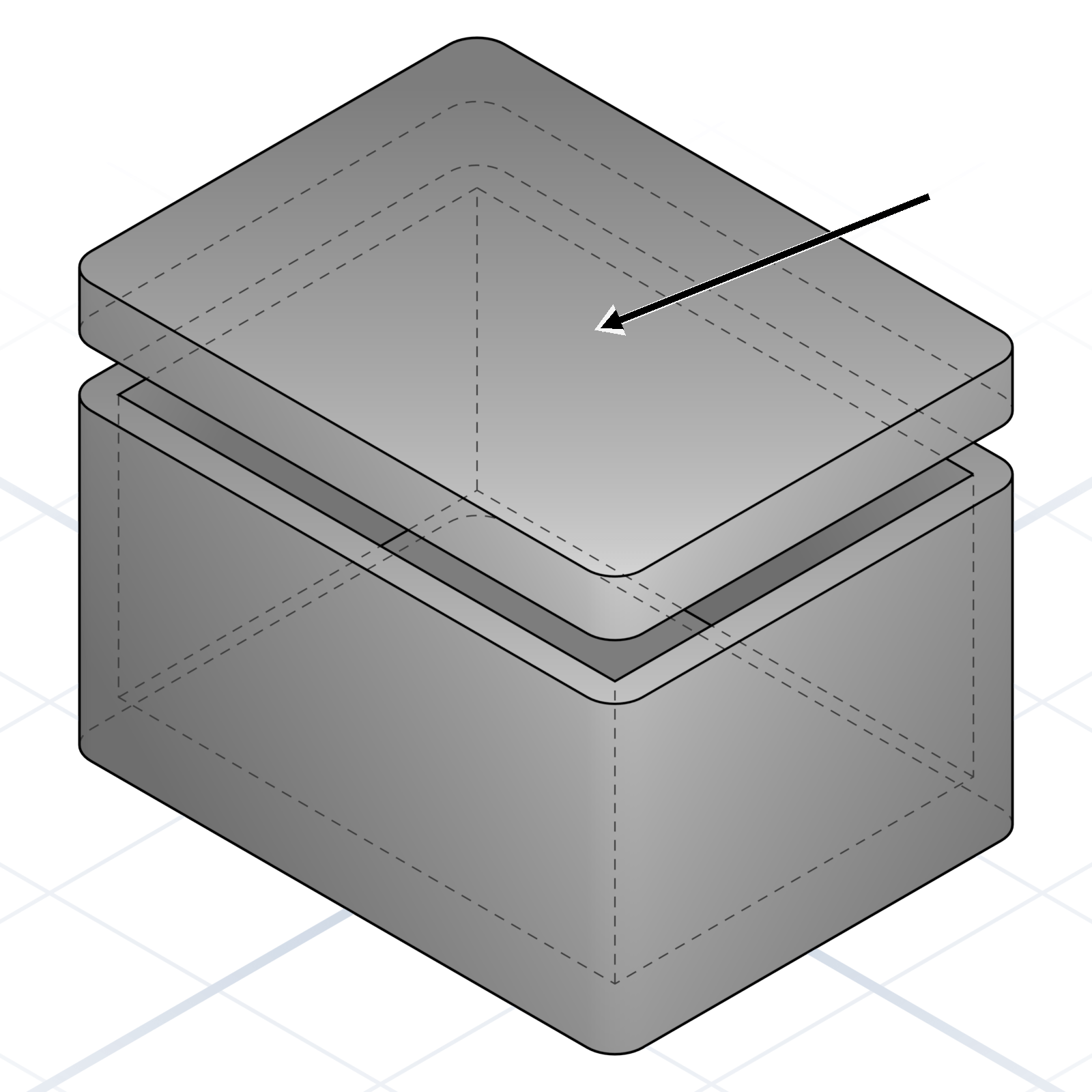
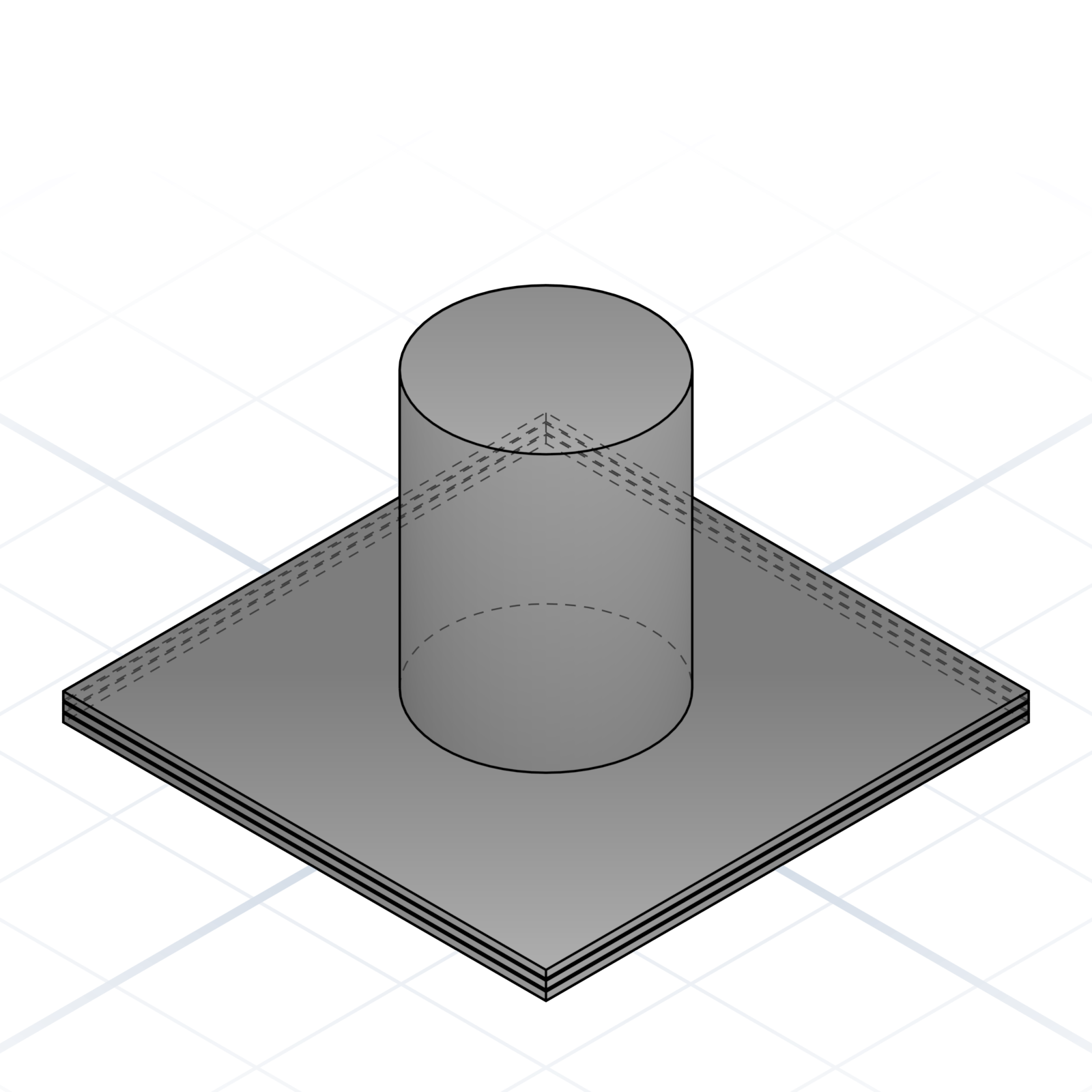
Un bord qui dépasse la paroi en dessous. La lèvre d'un récipient, la plaque de montage d'un moteur.
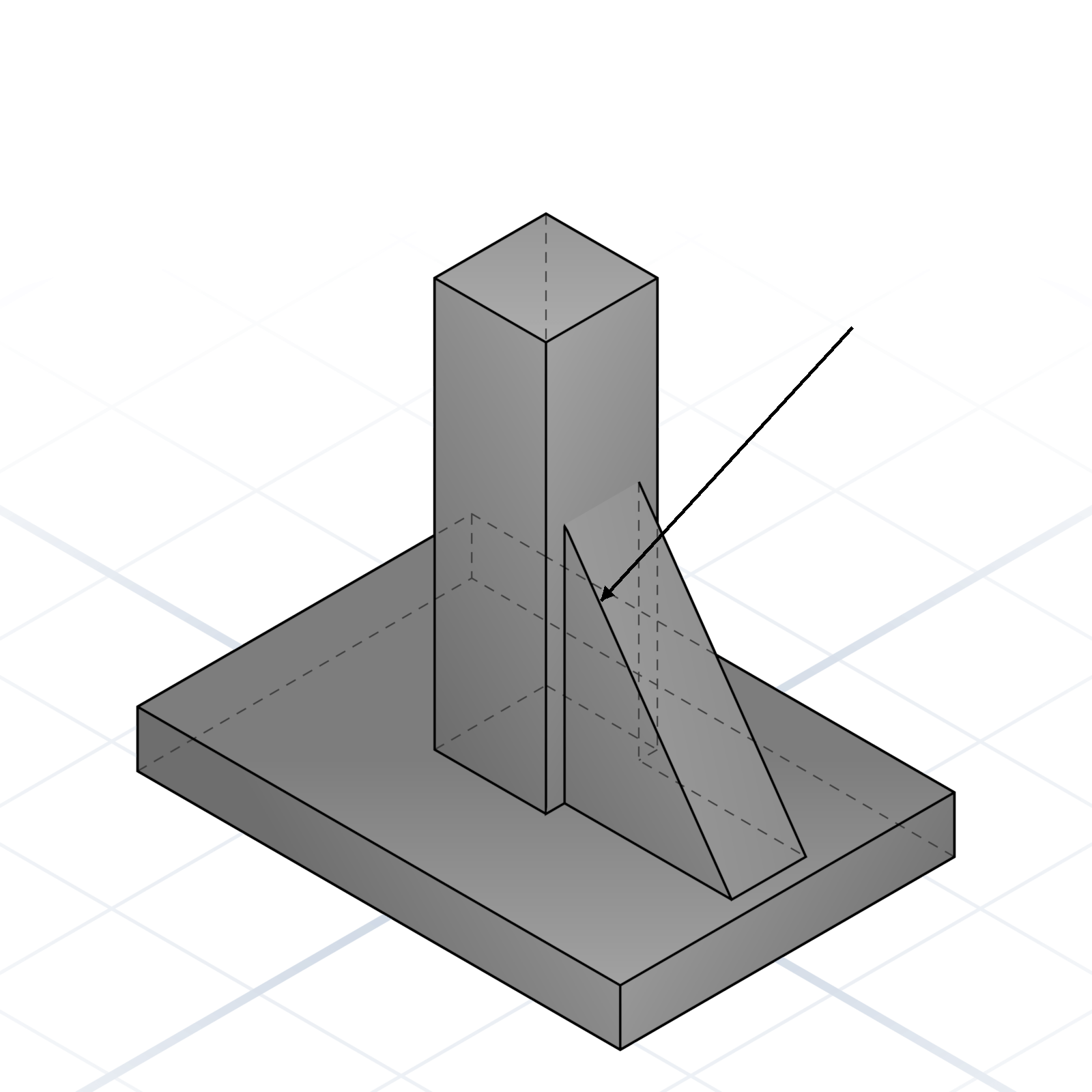
Renfort triangulaire entre deux surfaces perpendiculaires. Rigidifie une paroi avec peu de matière.
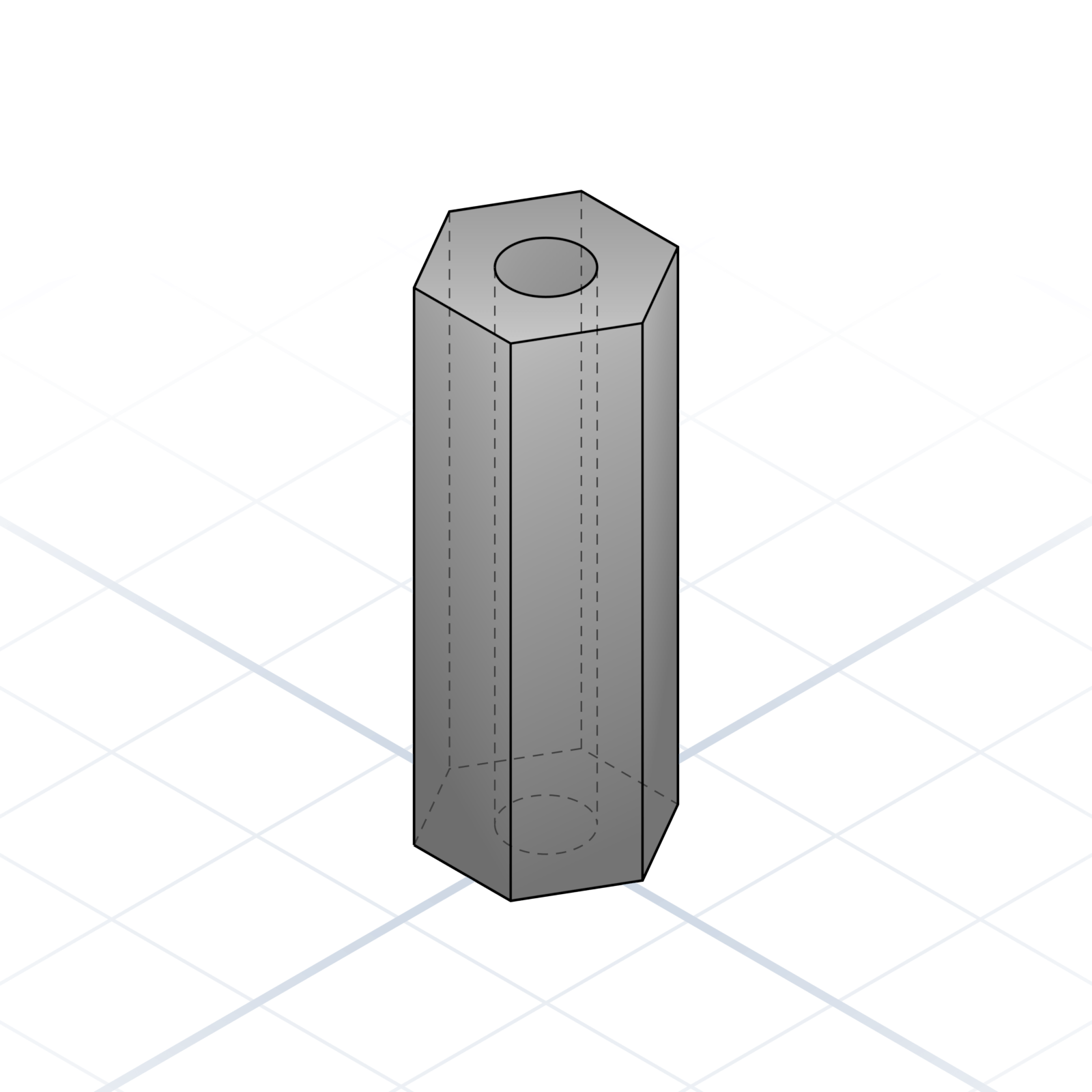
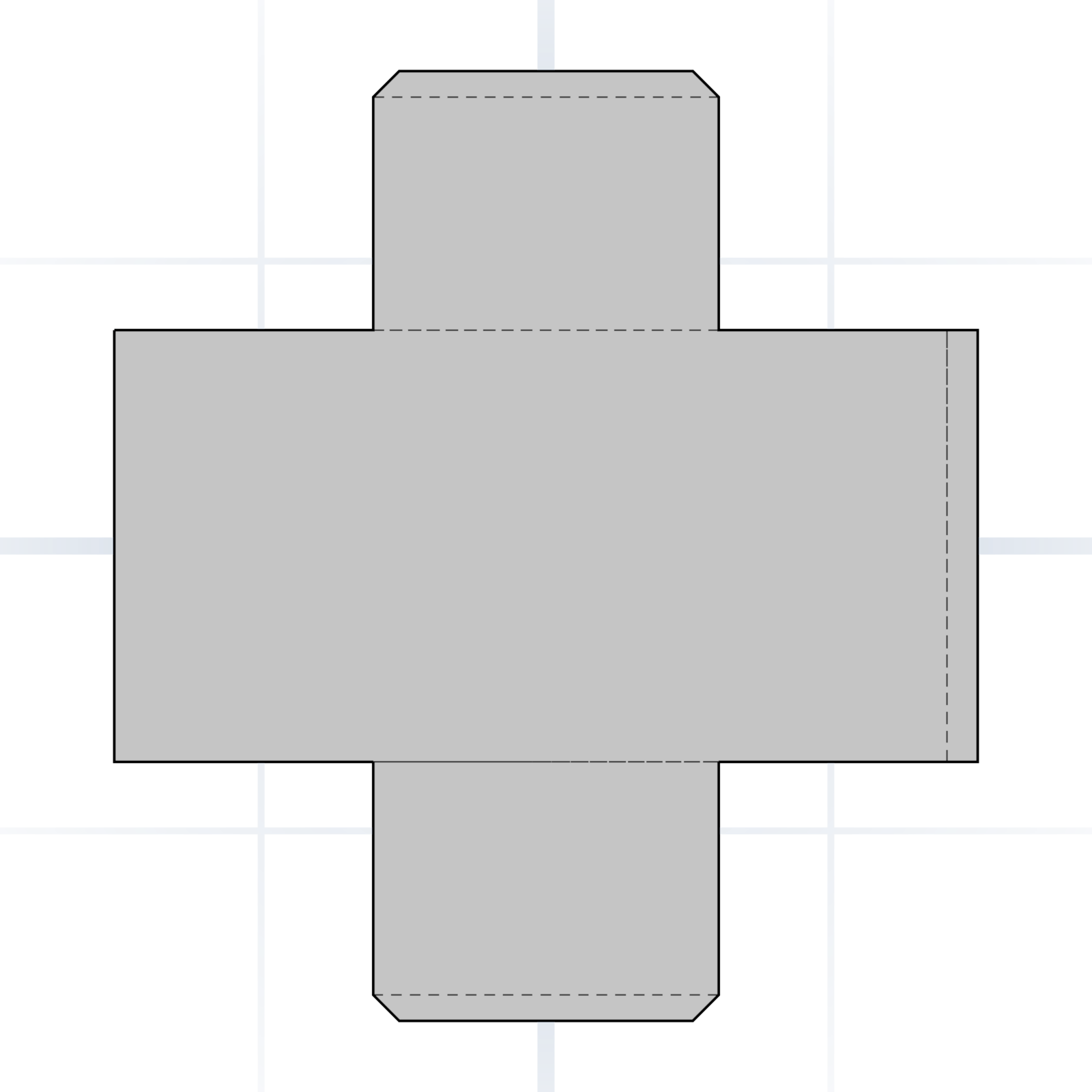
Poteau fileté qui maintient quelque chose à distance. Hexagonal à l'extérieur, M3 à l'intérieur est le plus courant.
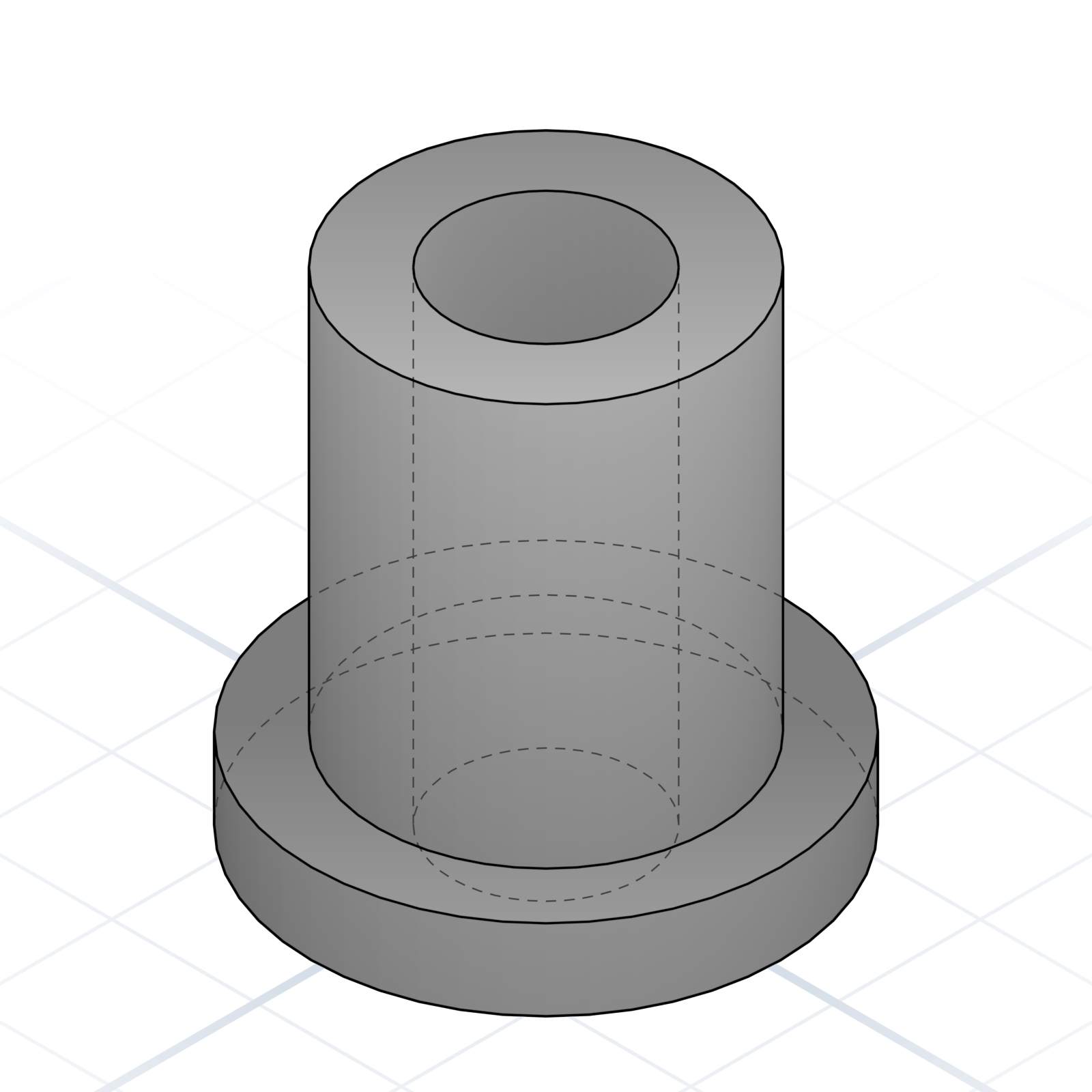
Douille non filetée qui définit la distance entre deux pièces. La vis passe tout droit.
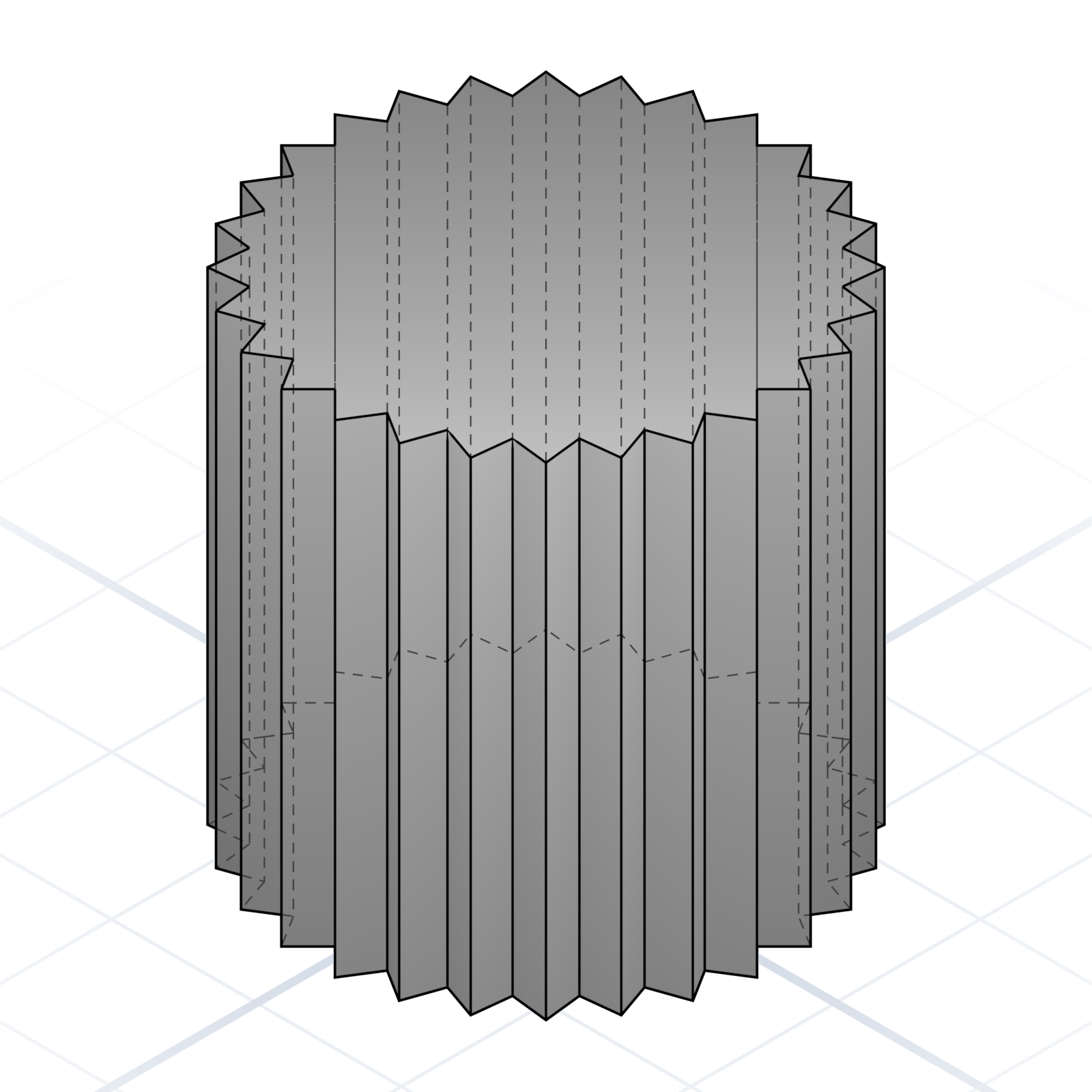
Motif de prise texturé sur une surface cylindrique. Les vis moletées et les boutons de réglage l'utilisent pour que les doigts ne glissent pas.
Cinq façons d'apposer un nom, un numéro ou une icône sur une pièce imprimée. Choisis selon la profondeur et selon que tu as besoin d'une seconde couleur.
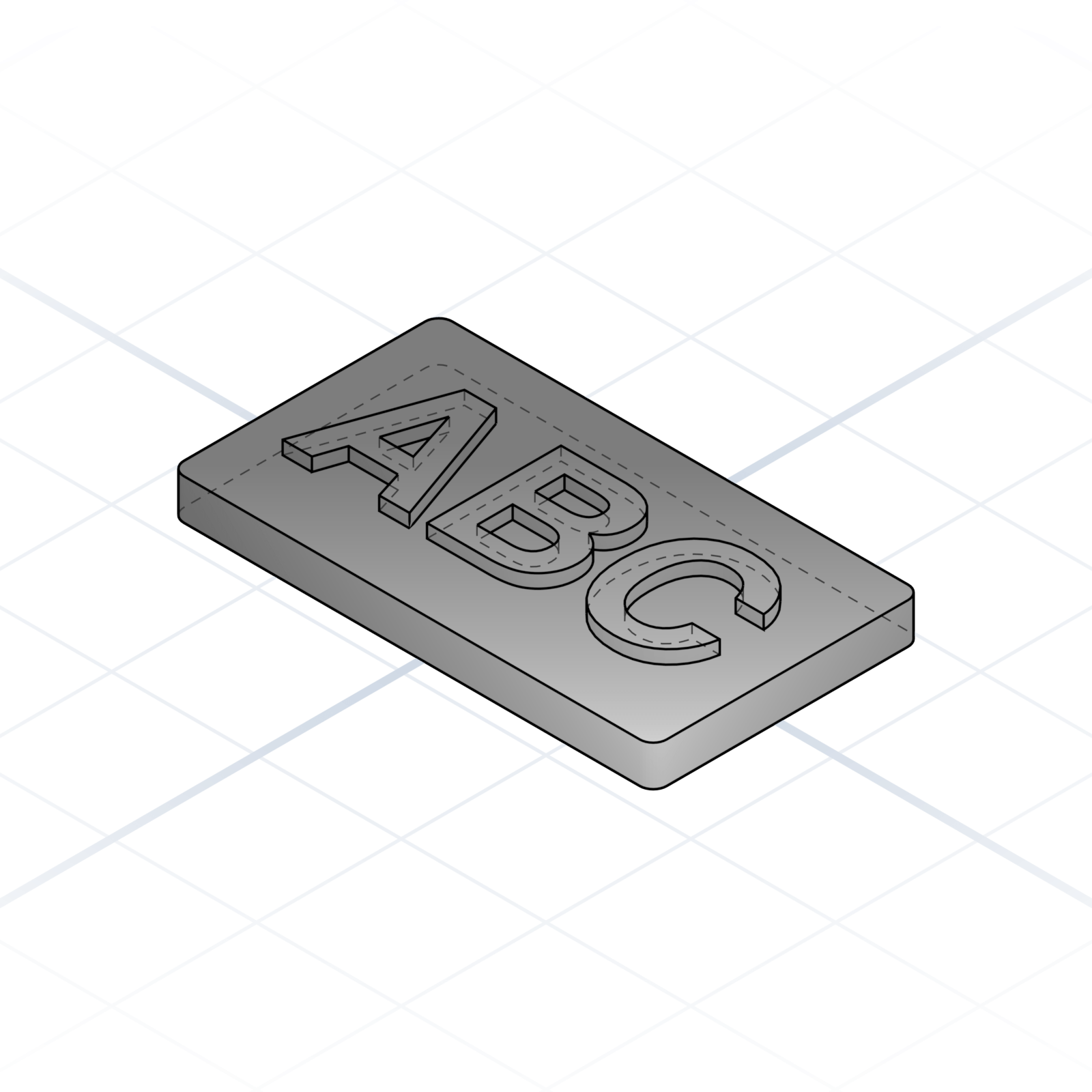
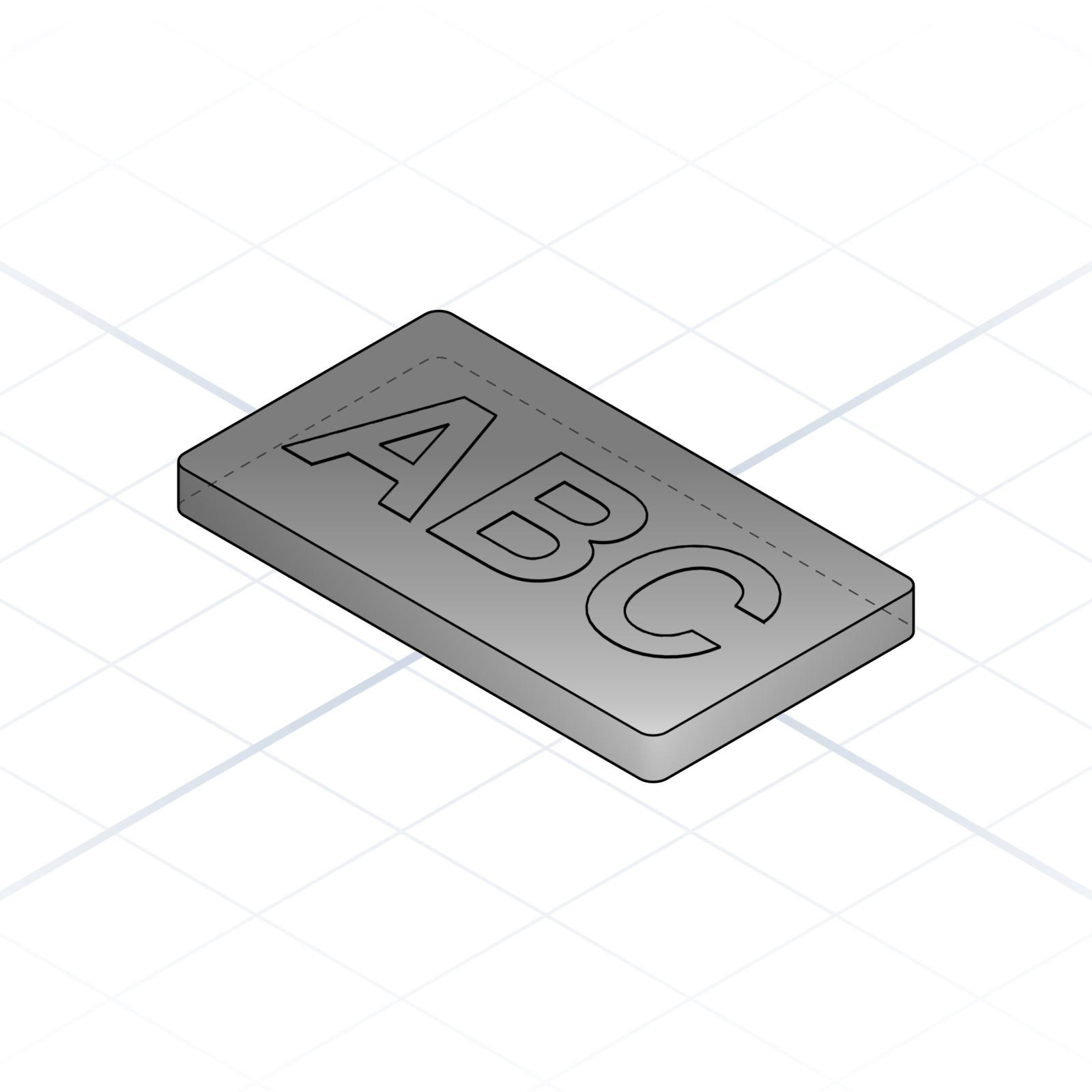
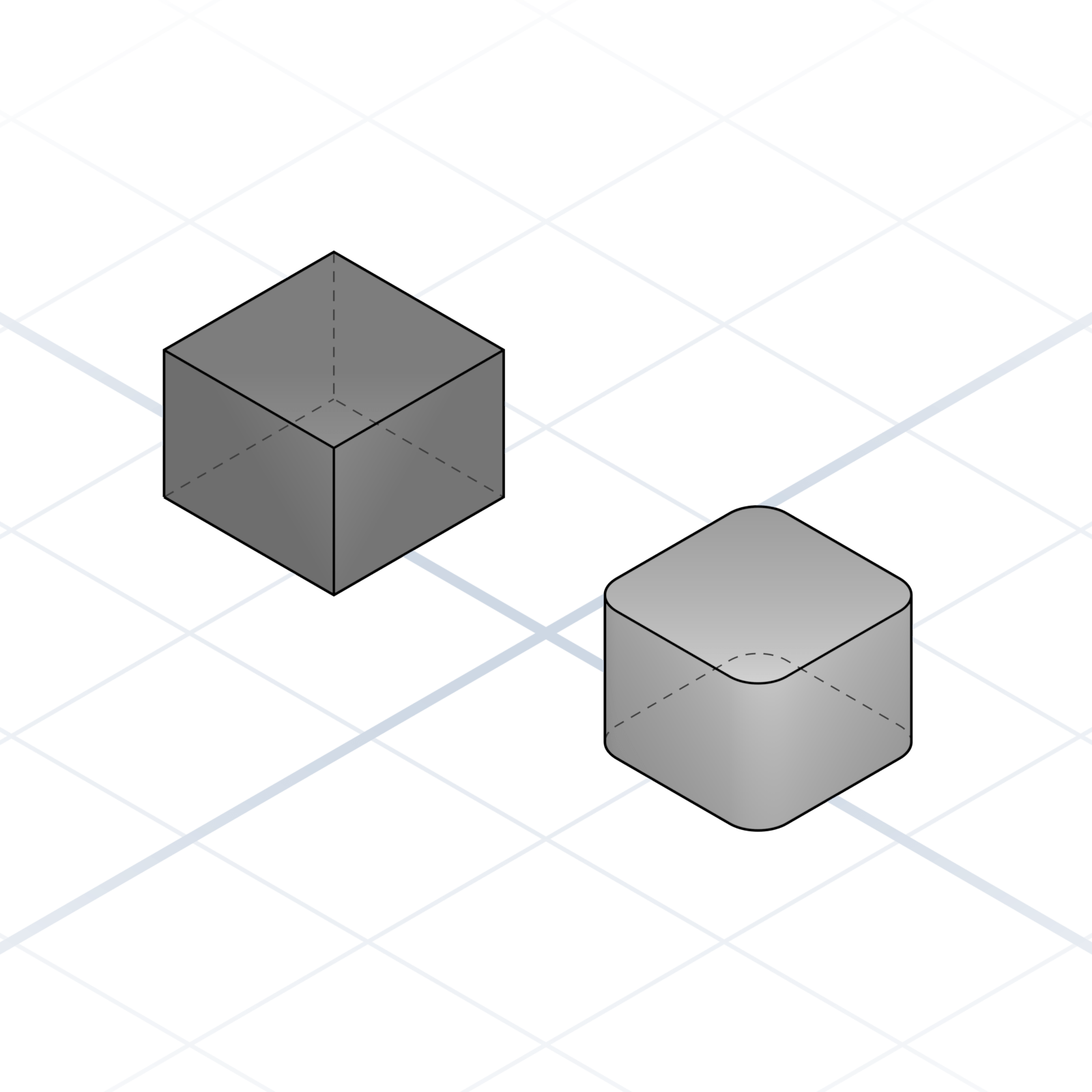
Lettres en relief d'environ 1 mm au-dessus de la surface. L'impression la plus propre et la lecture la plus facile. Le défaut lorsque une seule couleur suffit.
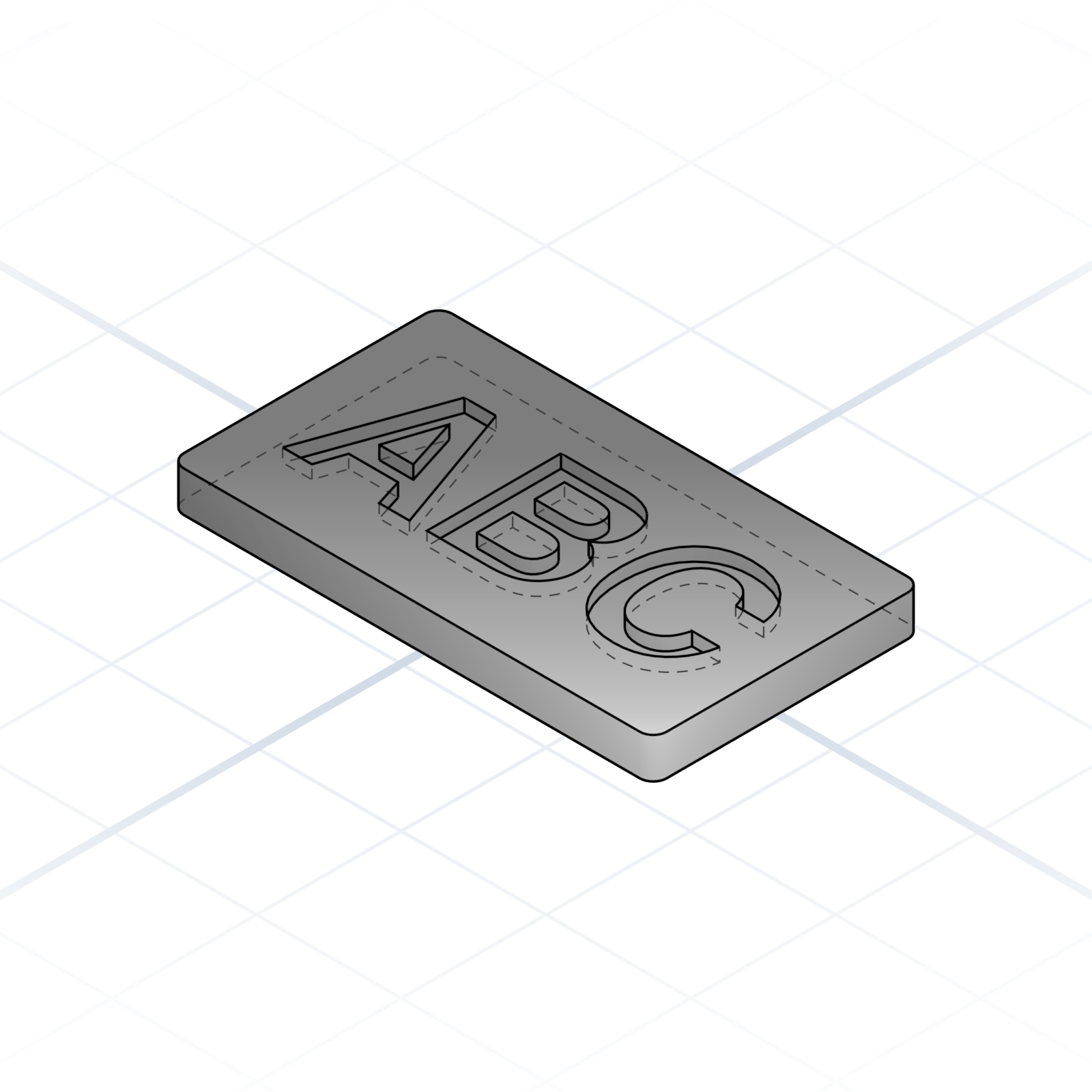
Lettres gravées à environ 1 mm dans la surface. Résistent bien à l'usure et au frottement, le choix idéal pour les numéros de série et les marquages estampés.
Poche remplie à nouveau avec un second filament à exactement la même hauteur. Nécessite un MMU ou un changement de couleur manuel. Se lit comme un autocollant imprimé.
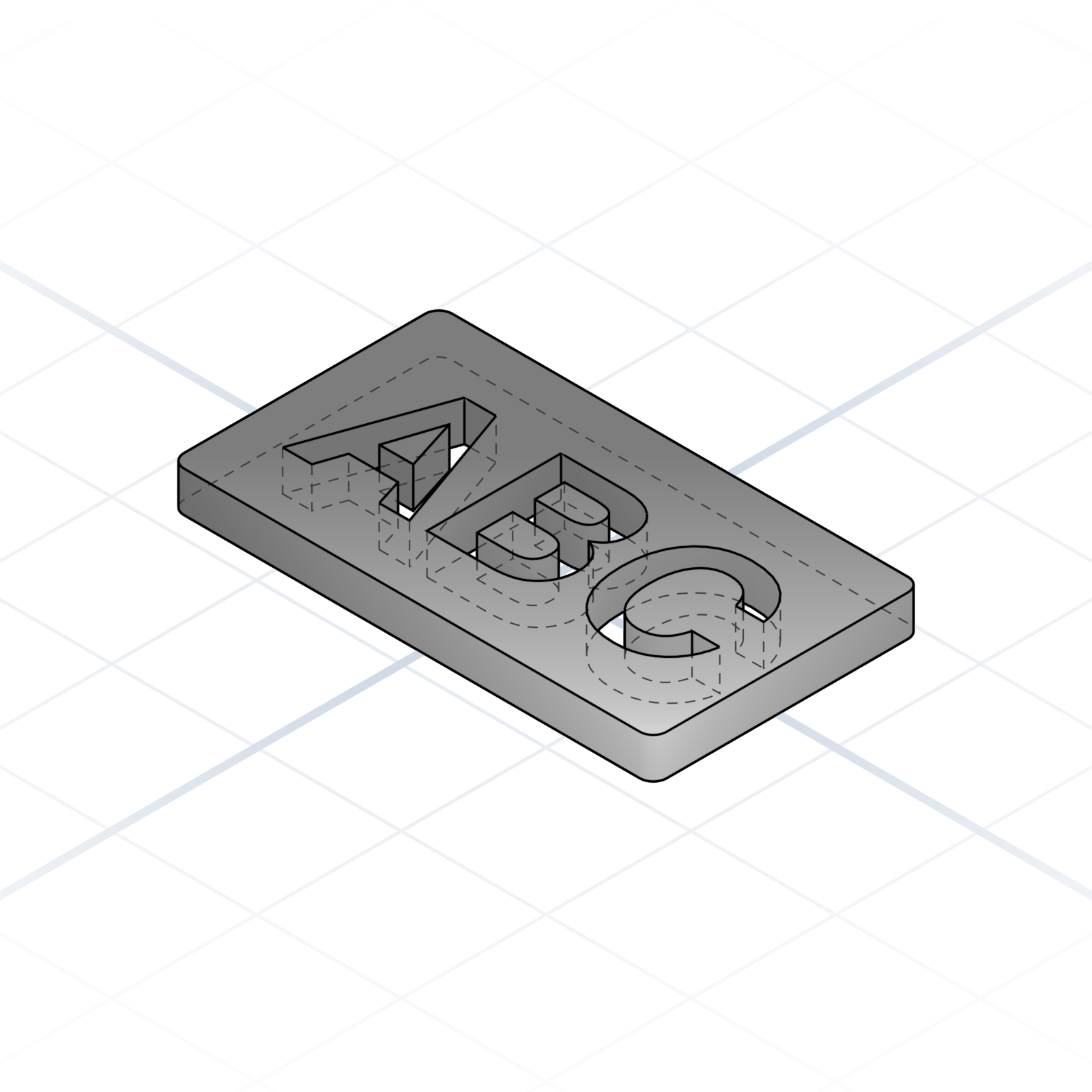
Lettres découpées de part en part dans la plaque. Parfait pour les enseignes qui laissent passer la lumière. Les boucles fermées comme "O" ou "A" ont besoin d'un pont, sinon elles tombent.
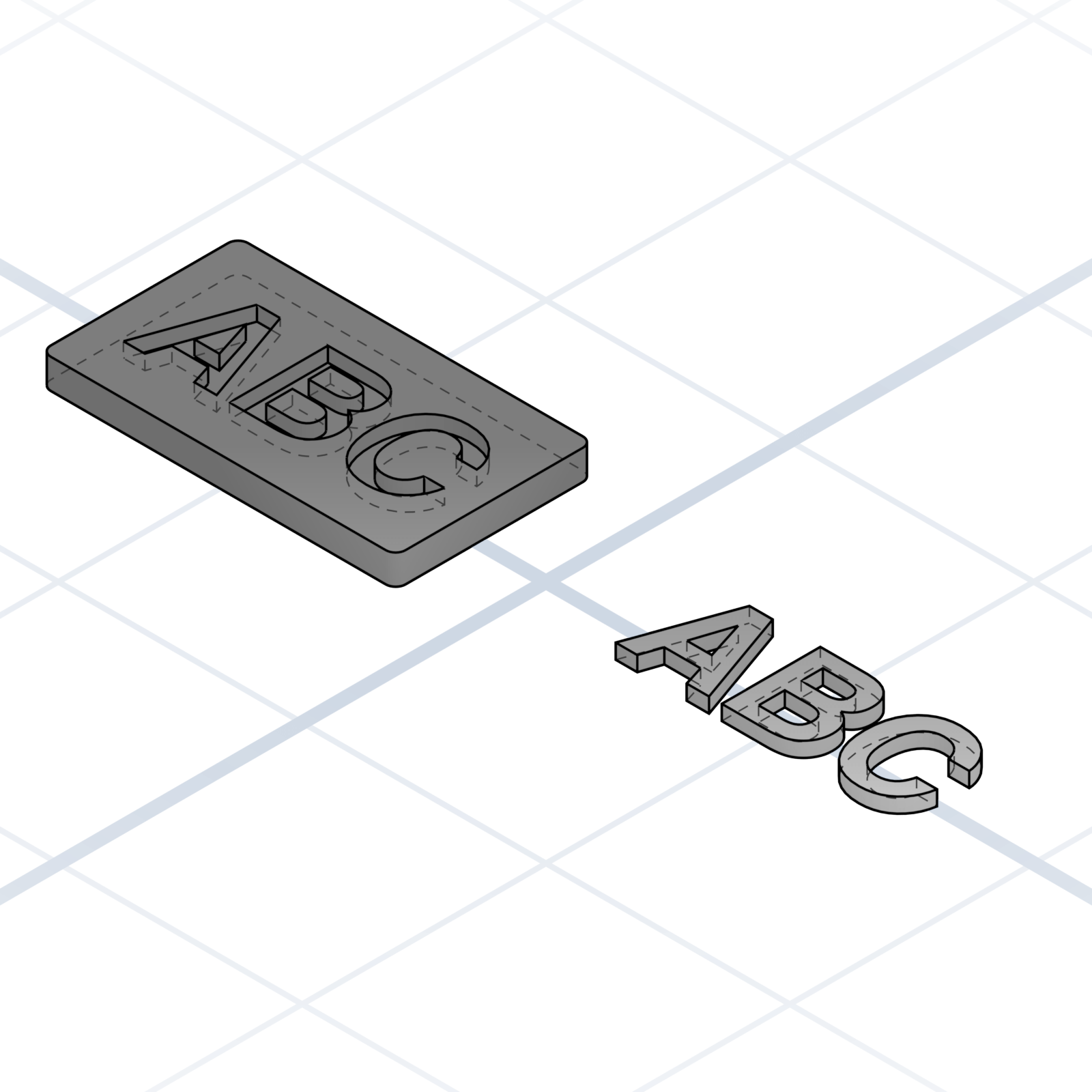
Imprime une plaque avec une poche en forme de texte et les lettres en pièce séparée. Colle-les dans une couleur contrastante. Compatible avec une imprimante à une seule tête.
Tous les trous ne se valent pas. Le bon nom évite plus tard un cycle de refonte.
Nommer les couches rend le prompt sans ambiguïté : "jeu M3, lamage 6 mm, 3 mm de profondeur".
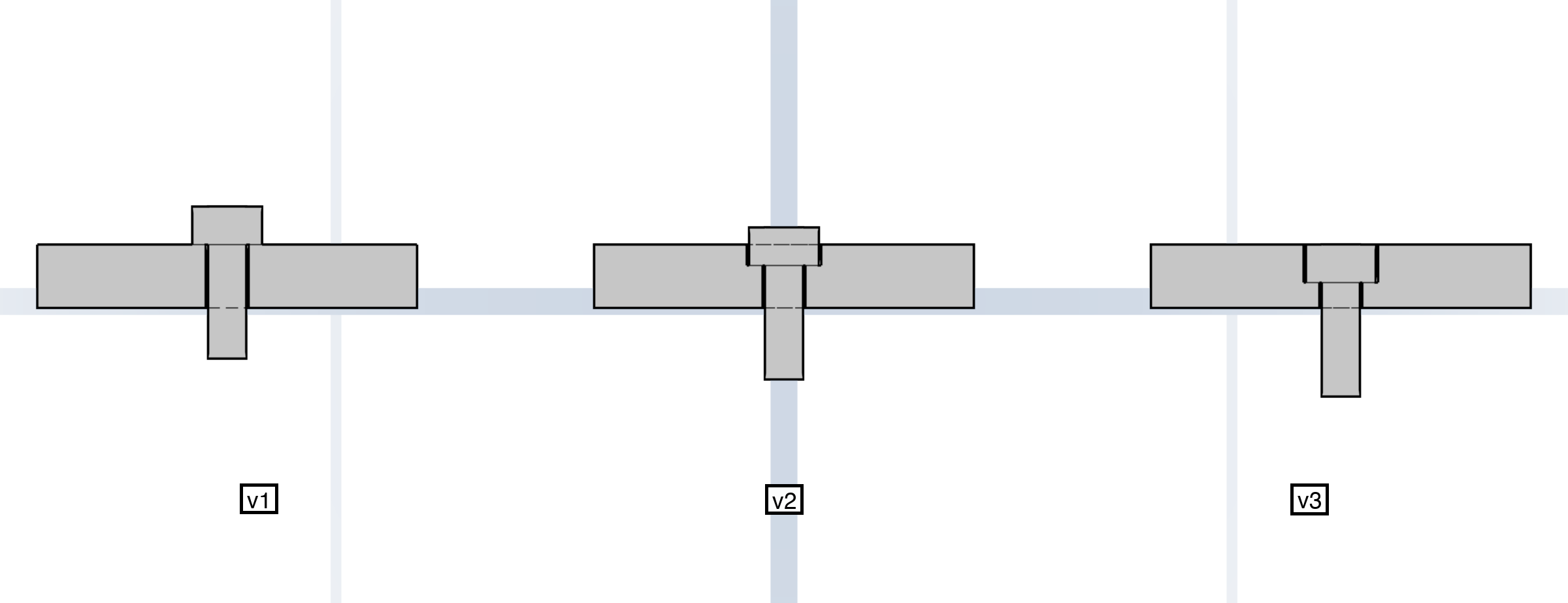
Traverse toute la pièce.
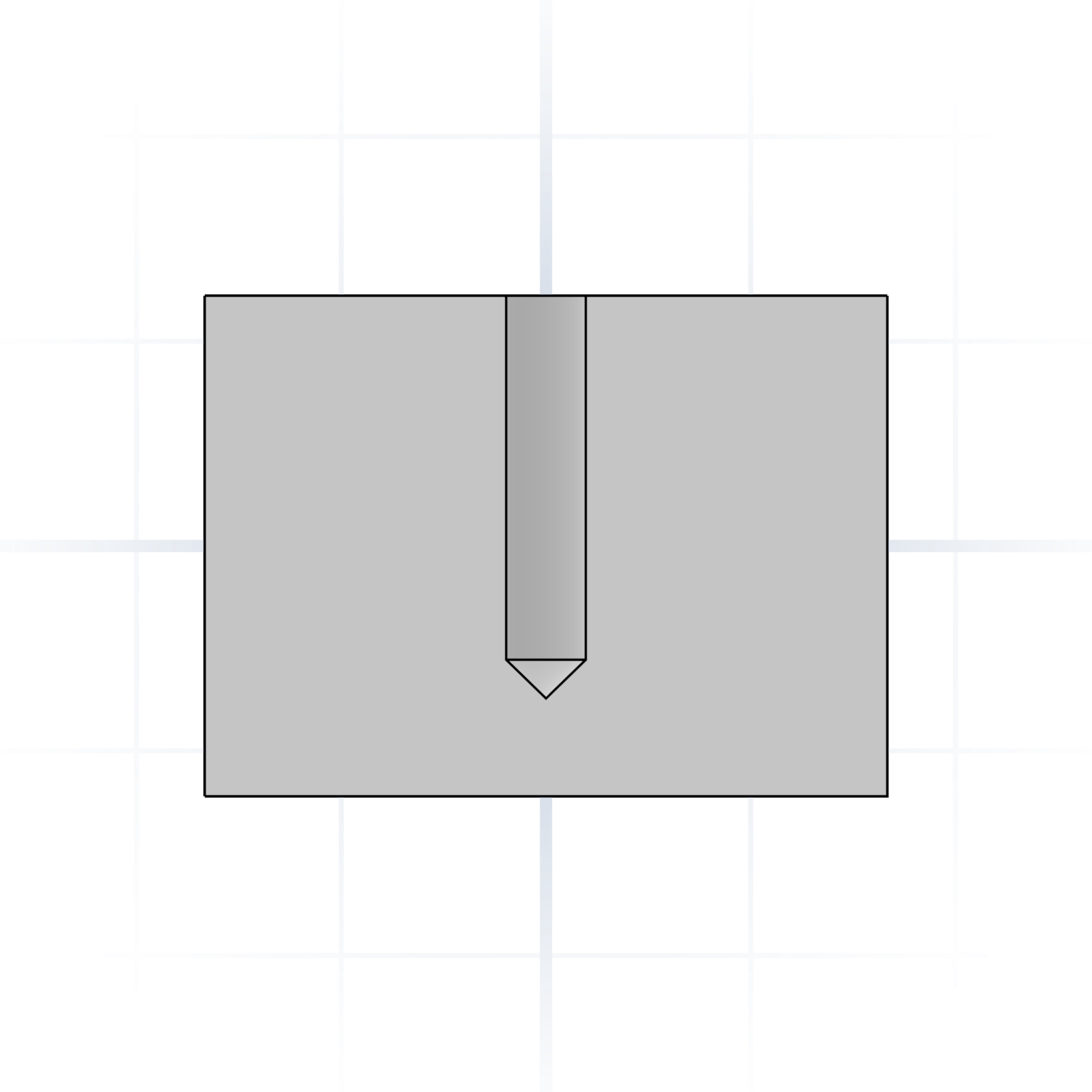
S'arrête à une profondeur. Dis "borgne, 8 mm de profondeur".
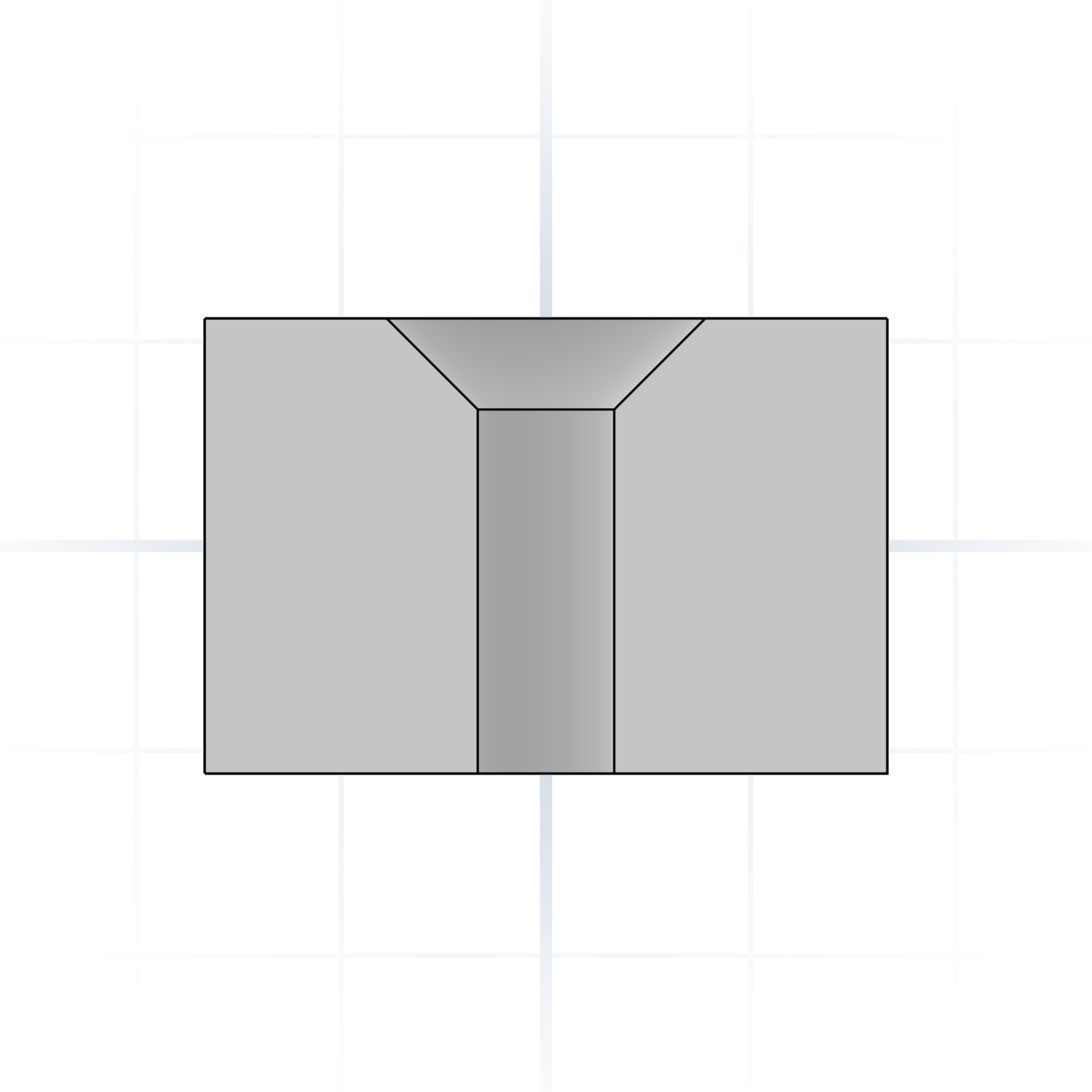
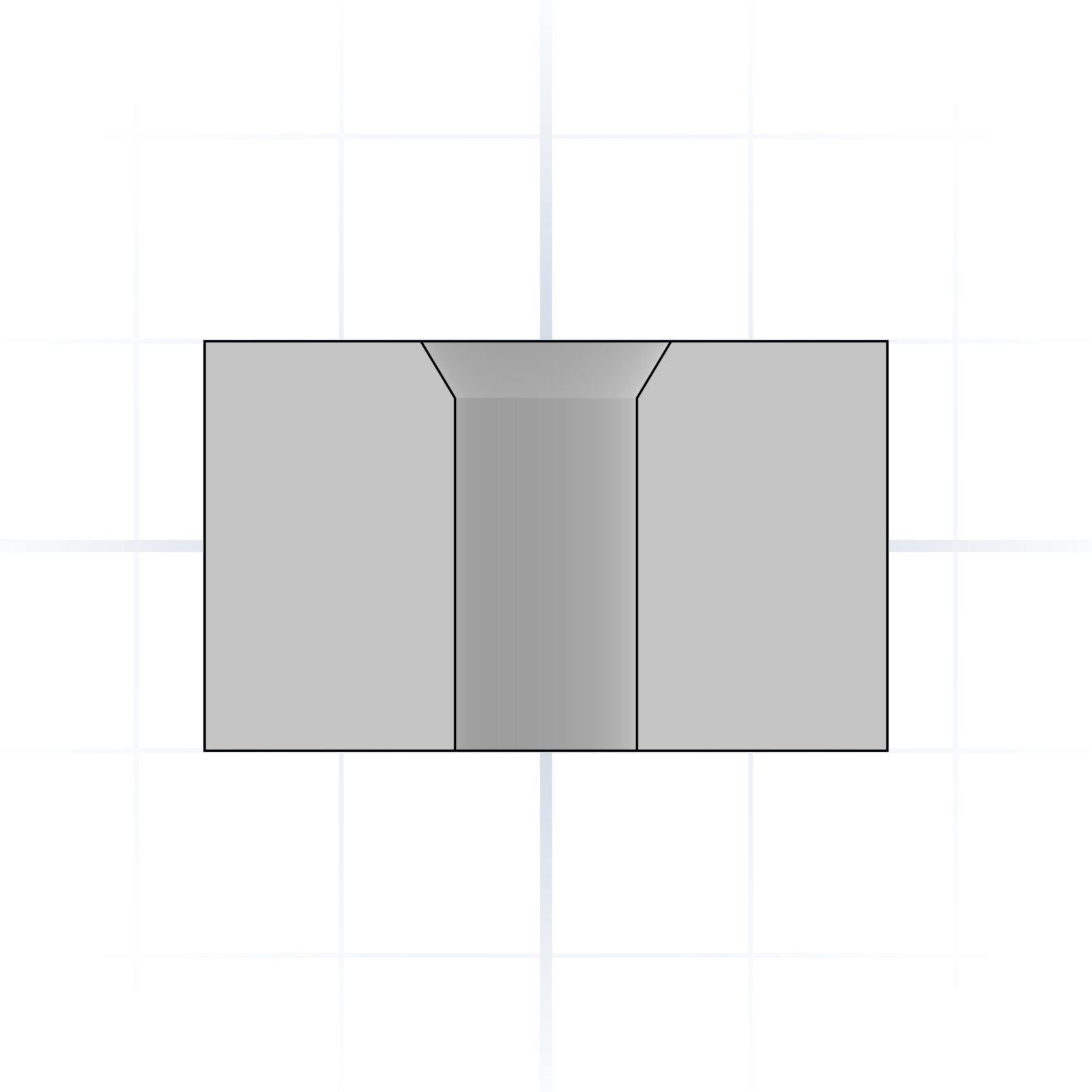
Enfoncement conique pour qu'une vis à tête plate arrive affleurante. L'angle du chanfrein correspond à la tête de vis (généralement 90°).
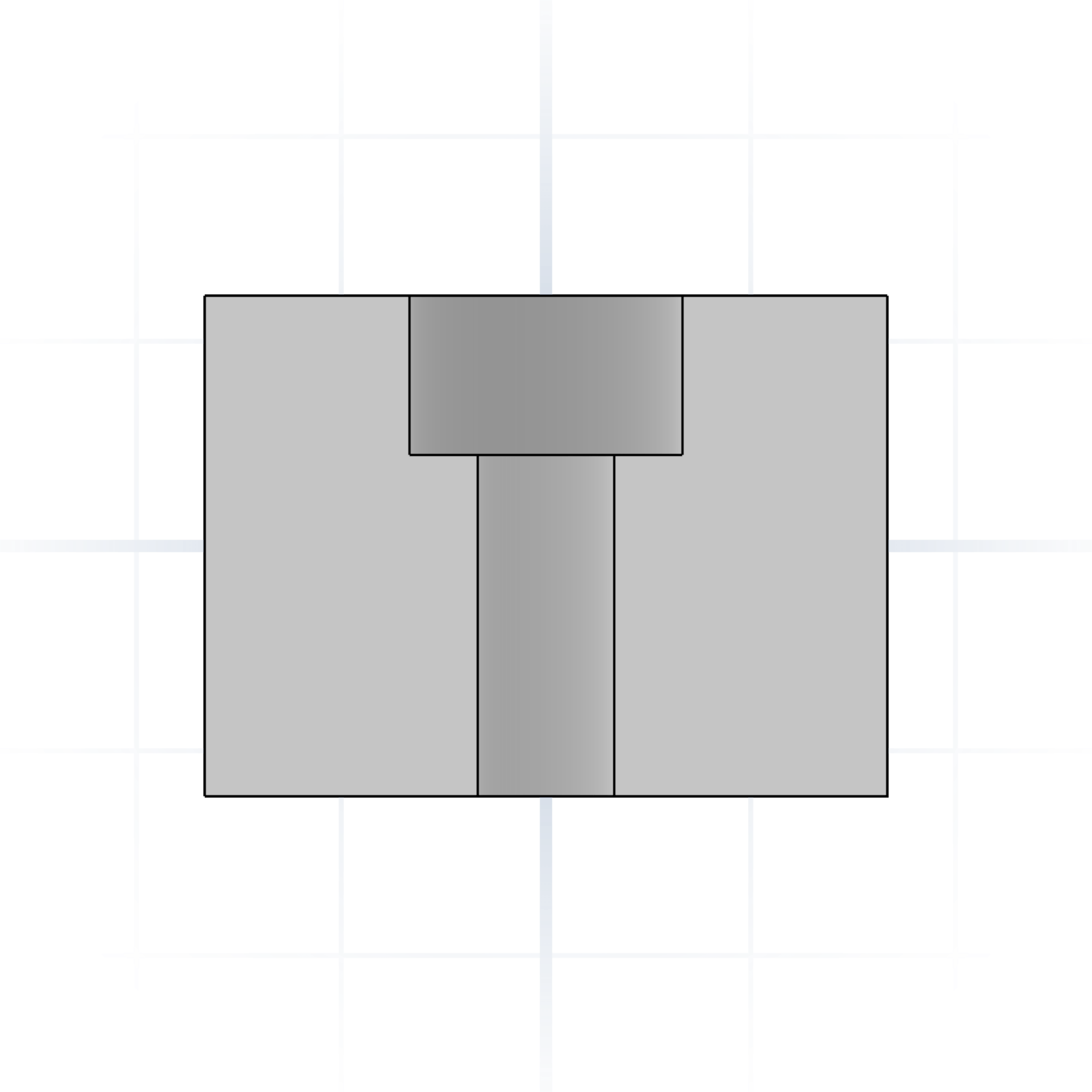
Cavité cylindrique permettant à une vis à tête cylindrique de descendre sous la surface. Donne le diamètre et la profondeur.
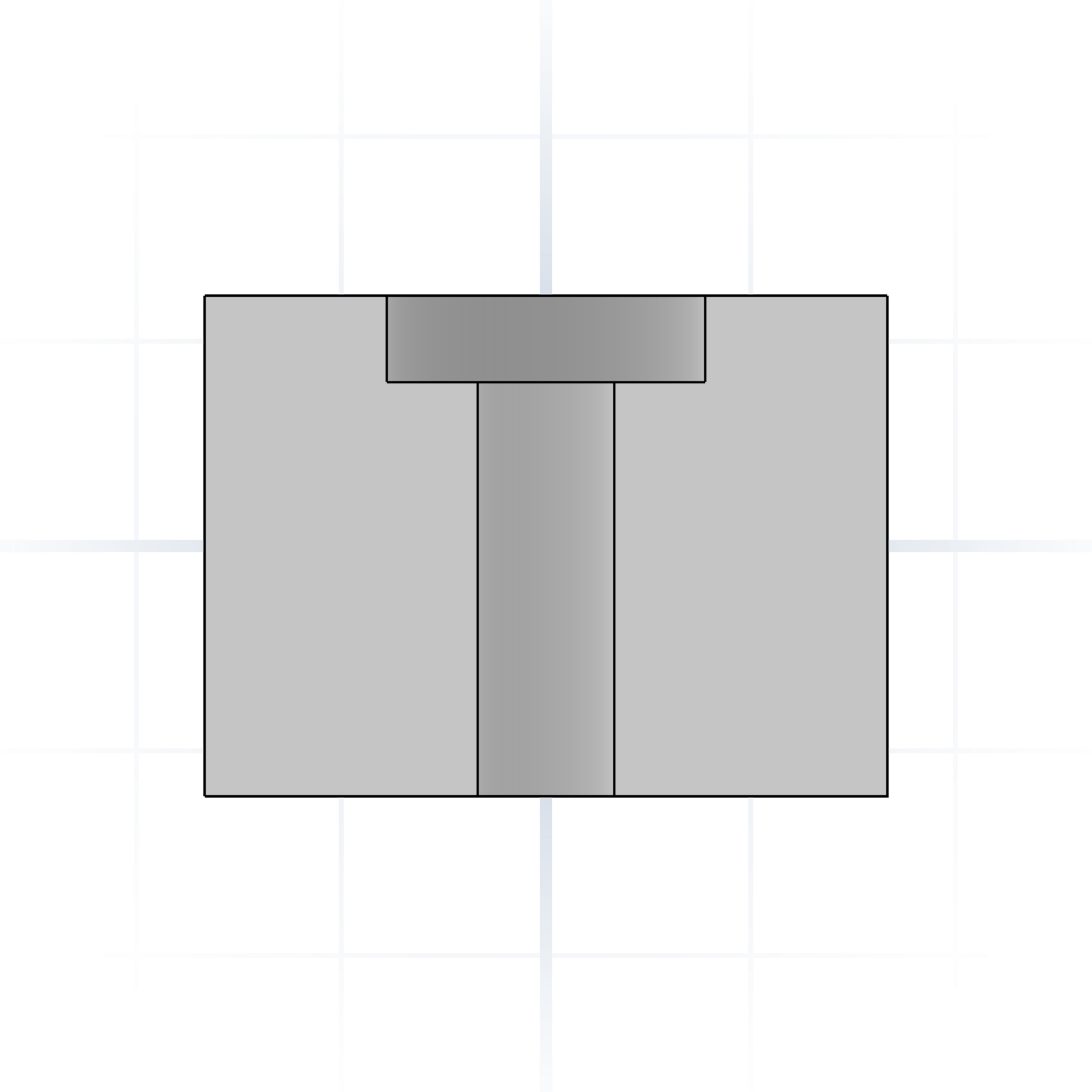
Petit alésage de surfaçage qui aplanit une surface irrégulière pour qu'une rondelle ou une tête de boulon puisse s'appuyer.
Dimensionné pour qu'une vis passe librement sans prendre les filets. En général 0,2–0,5 mm plus large que la cote nominale.
Trou sous-dimensionné dans lequel une vis autotaraudeuse vient couper son filetage. Légèrement plus petit que le diamètre nominal de la vis.
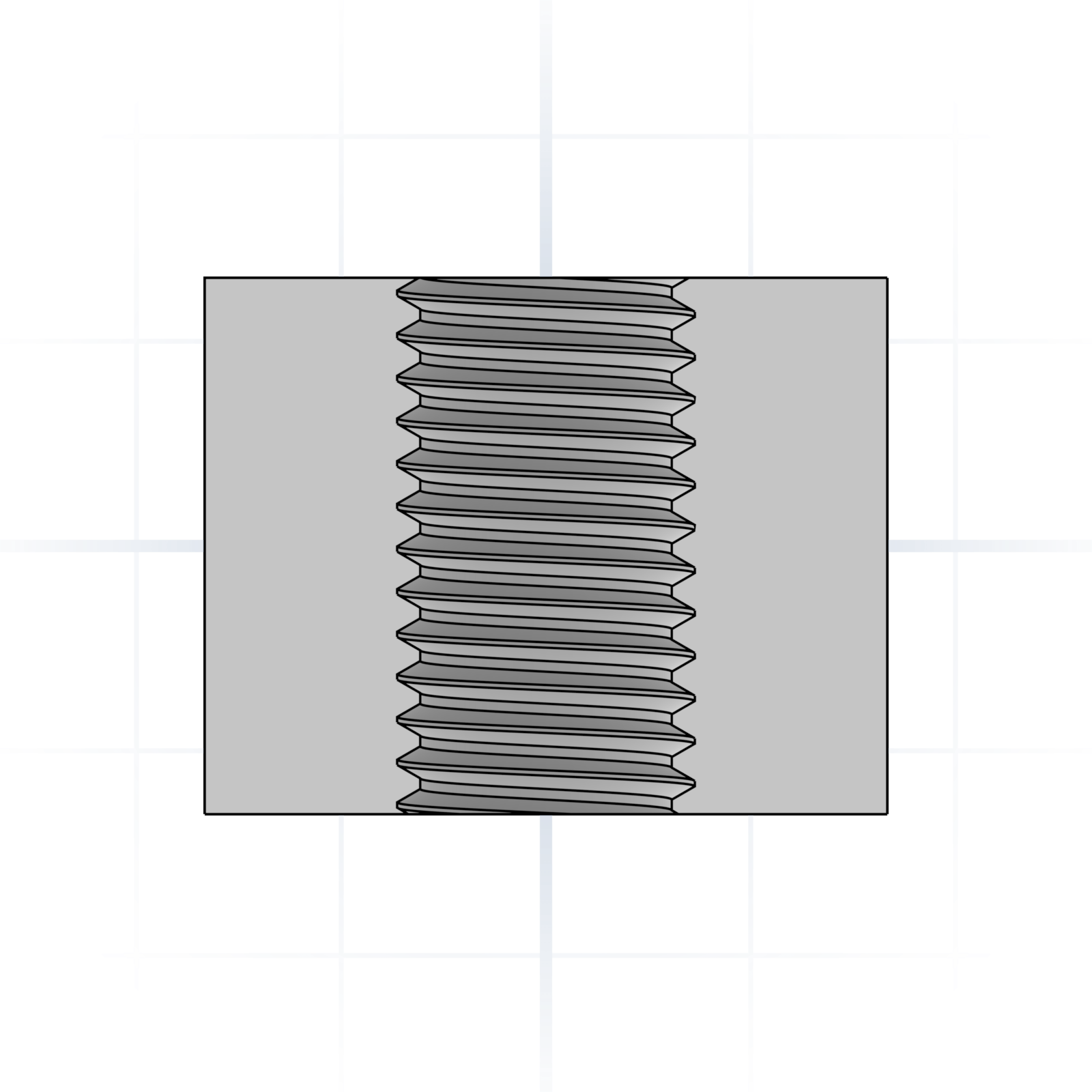
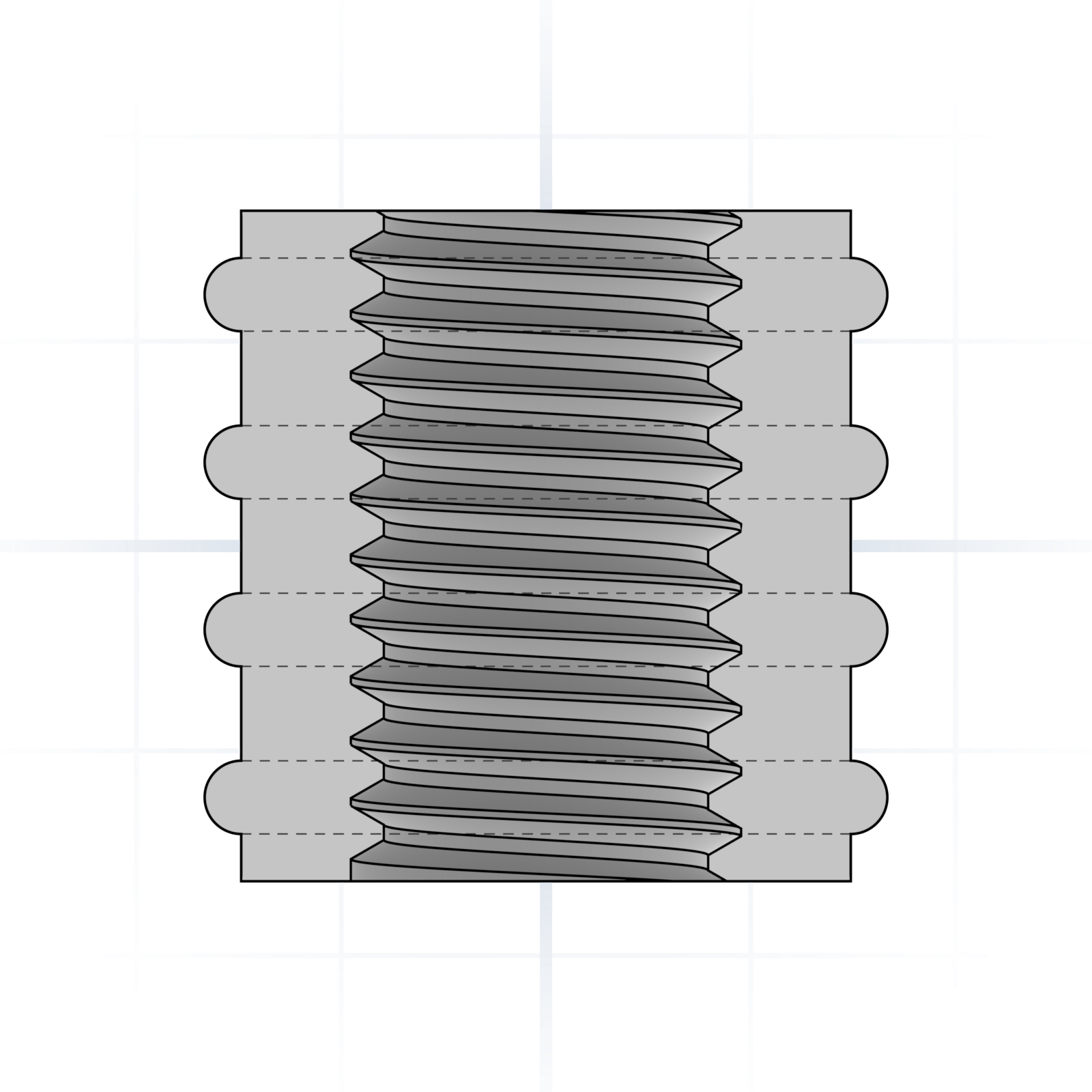
Possède des filetages internes. Indiquez la taille (par ex. M6). L'impression de filetages utilisables dépend de la taille : M2–M3 s'arrache ou bave (à éviter) ; M4–M5 supporte de faibles charges à 0,12 mm de couche, imprimez la vis et l'écrou verticalement ; M6–M8 est fiable à 0,16–0,20 mm ; M10+ et les filetages trapézoïdaux ou ACME personnalisés conviennent aux serre-joints et aux étaux.
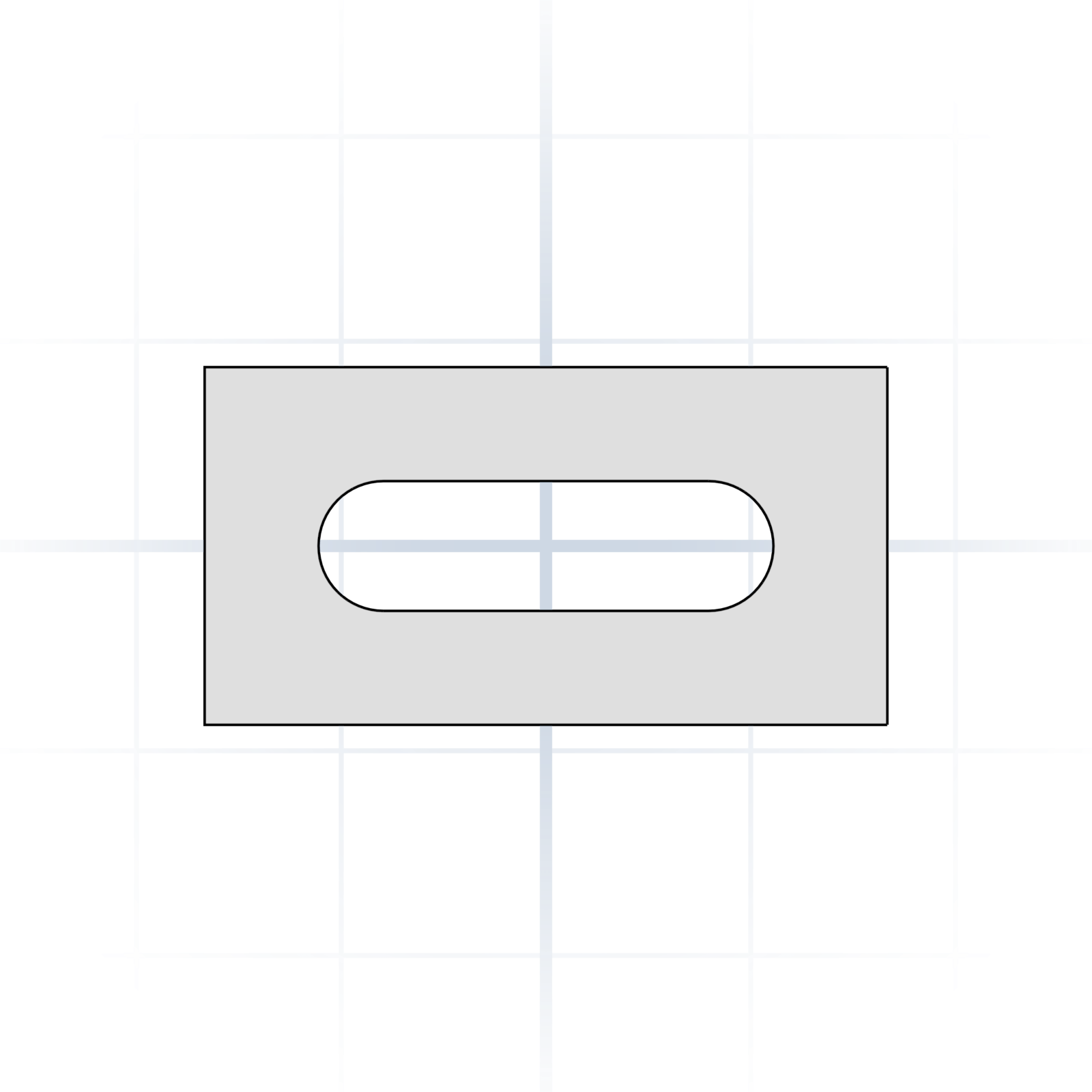
Un trou allongé aux extrémités arrondies. Longueur et largeur, pas seulement le diamètre.
Le degré de serrage ou de jeu entre deux pièces. Les valeurs indiquent le jeu en diamètre pour une imprimante FDM moyenne ; divise-les par deux quand tu décales par côté dans la CAO.
L'arbre est légèrement plus grand que le trou ; il faut une presse ou un maillet. Permanent : roulements, goupilles cylindriques. FDM : −0,1 à +0,1 mm sur le diamètre. Ajoute une entrée chanfreinée pour que l'arbre s'engage bien droit.
S'assemble avec une légère pression à la main (ajusté, mais démontable). Portes de batterie, supports de capteurs, capuchons amovibles. FDM : +0,1 à +0,2 mm sur le diamètre.
Glisse sans flottement. Rails de tiroir, pistons, couvercles coulissants. FDM : +0,3 à +0,5 mm sur le diamètre (≈ 0,15–0,25 mm par côté).
Tourne ou se déplace avec un jeu visible. Axes de charnière, essieux, trous de dégagement pour boulons. FDM : +0,5 à +0,8 mm sur le diamètre.
Assemblage facile avec marge. Passages de câbles, capots décoratifs, capuchons à clipser. FDM : +0,7 à +1,0 mm sur le diamètre.
Scanne pour accéder au calculateur de tolérances et d'ajustements en direct. Valeurs FDM, SLA et SLS par type d'ajustement, adaptées à ta dimension nominale.
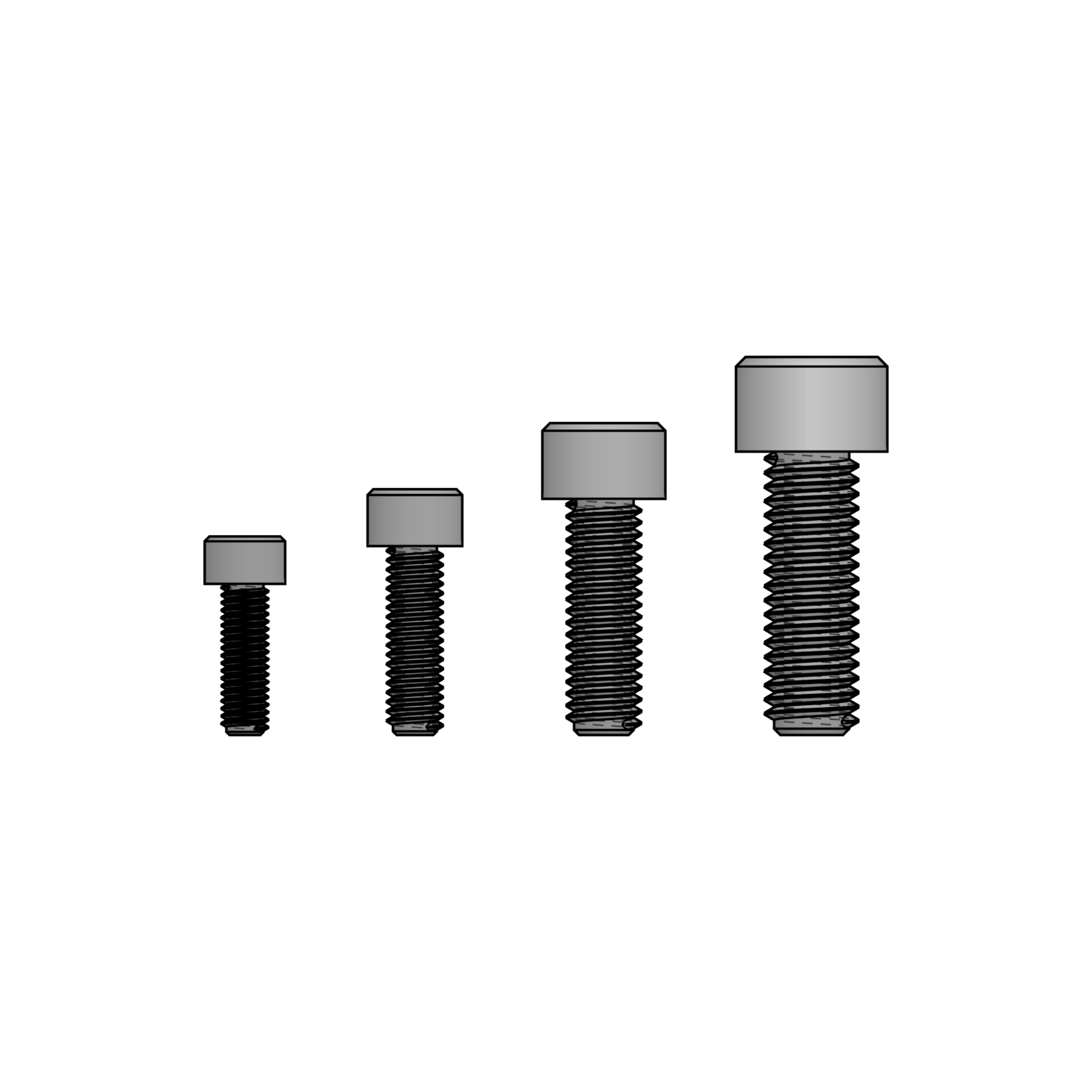
Les vis et boulons que tu utiliseras vraiment sur un projet imprimé. Nommer la tête évite de refaire la conception.
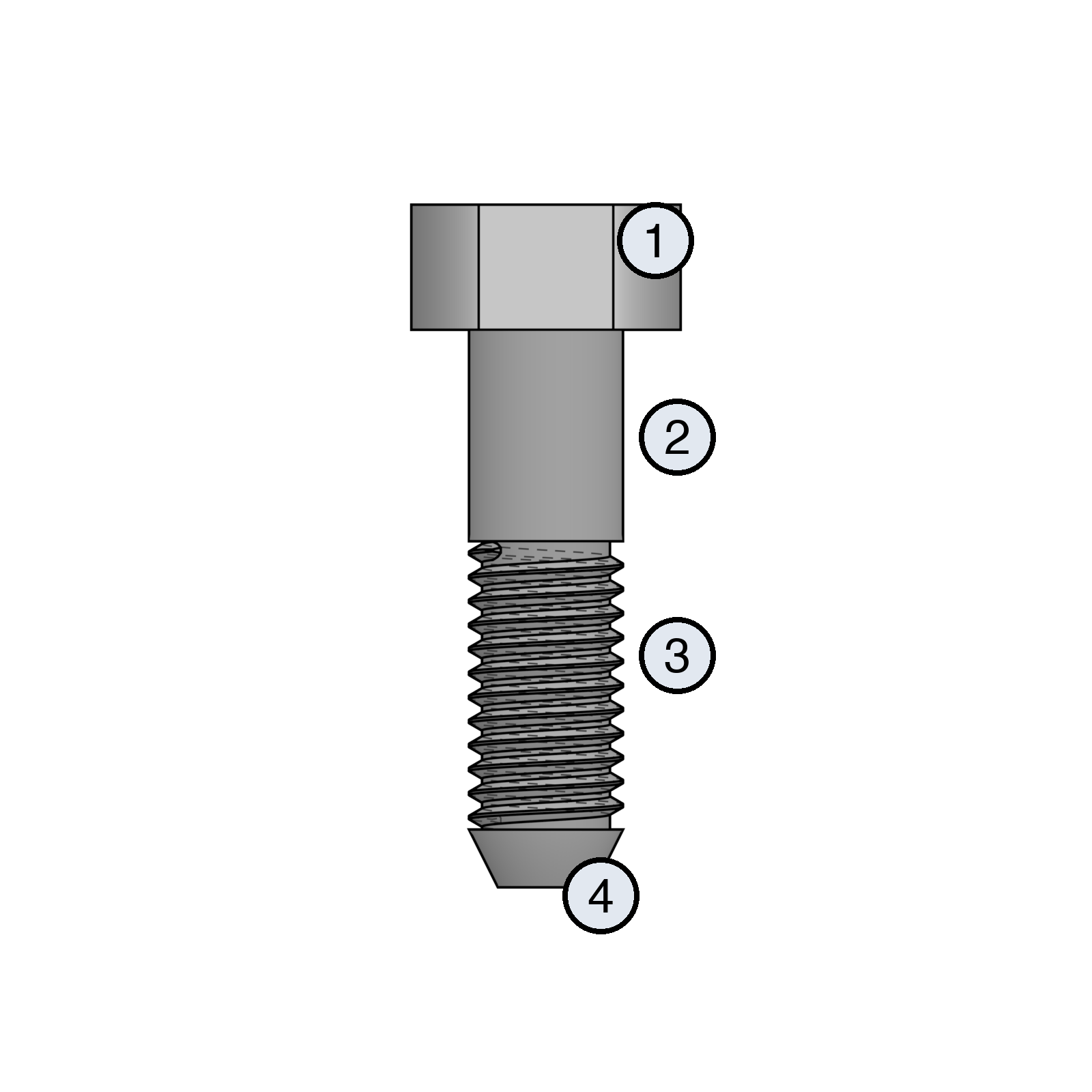
Pointer la bonne partie du boulon indique au modèle quelle quincaillerie il faut dégager.
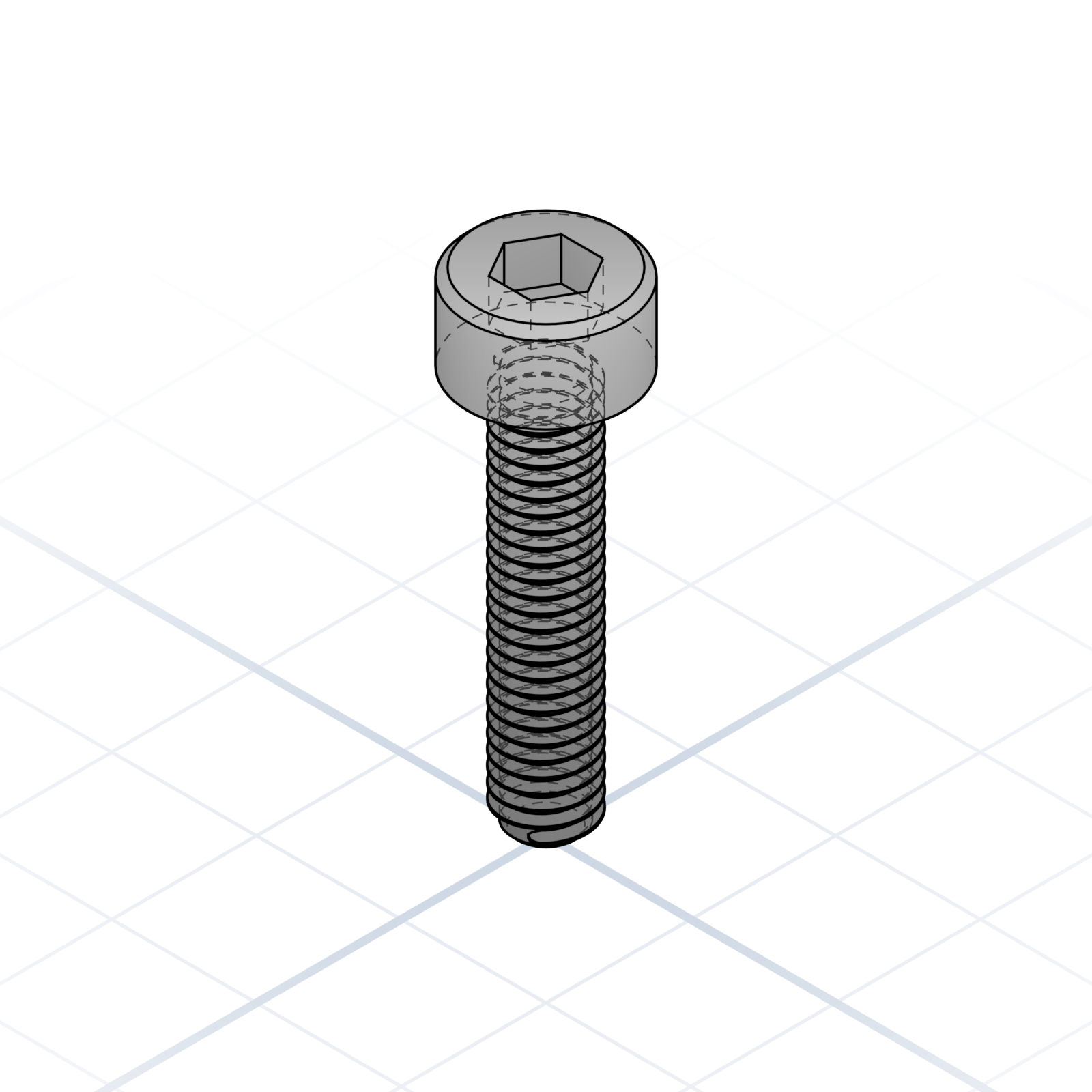
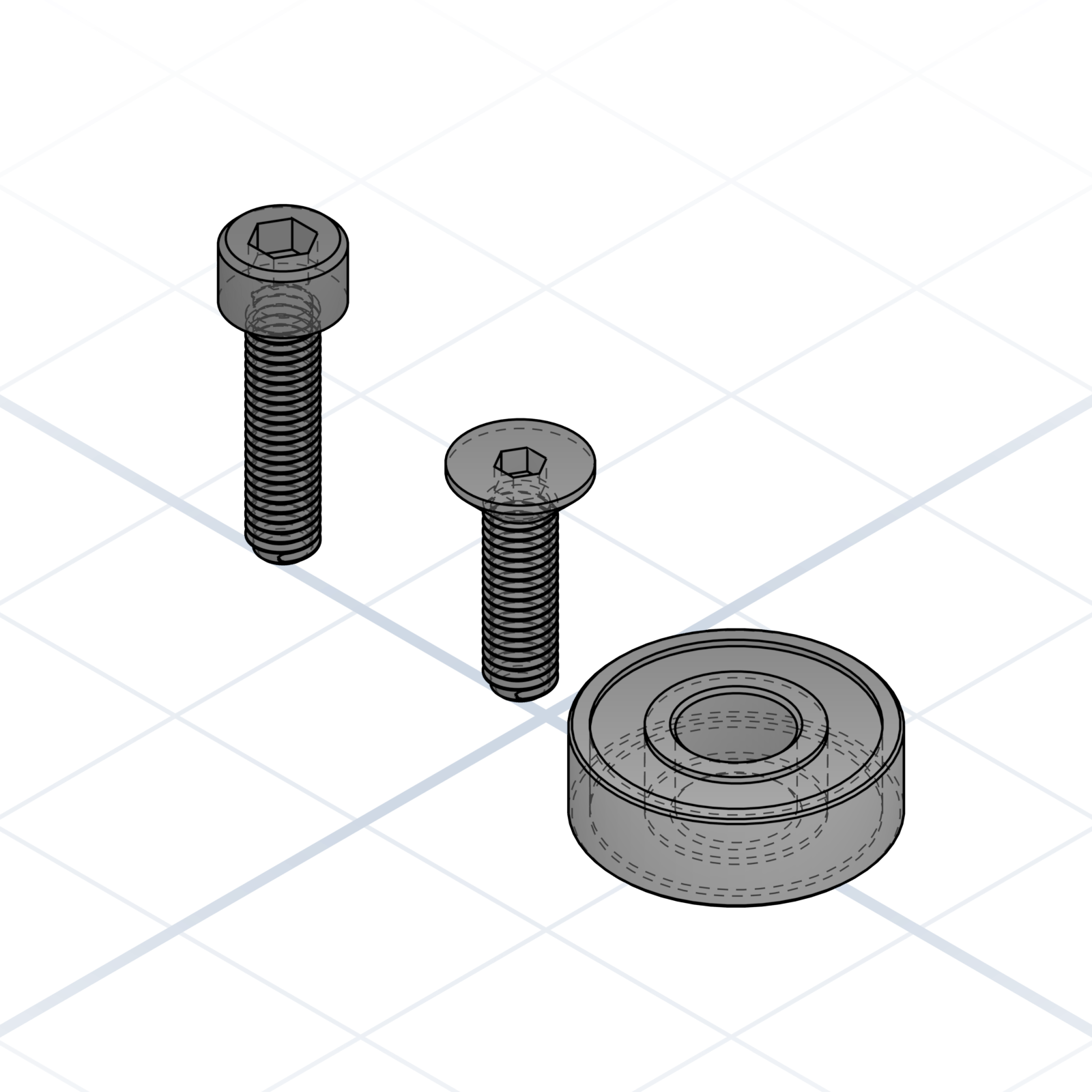
ISO 4762 / DIN 912. Le défaut "M3×8" dans la plupart des projets imprimés.
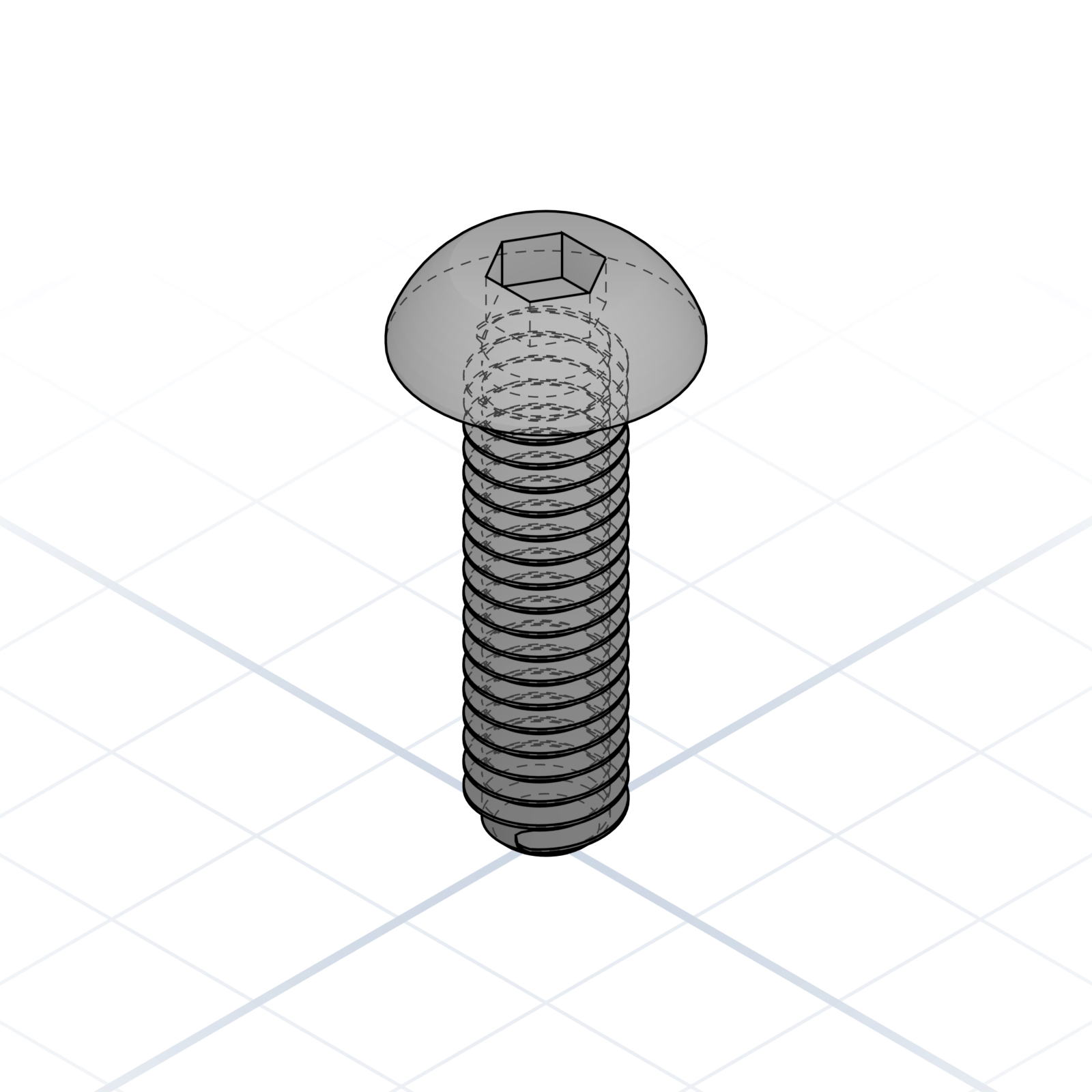
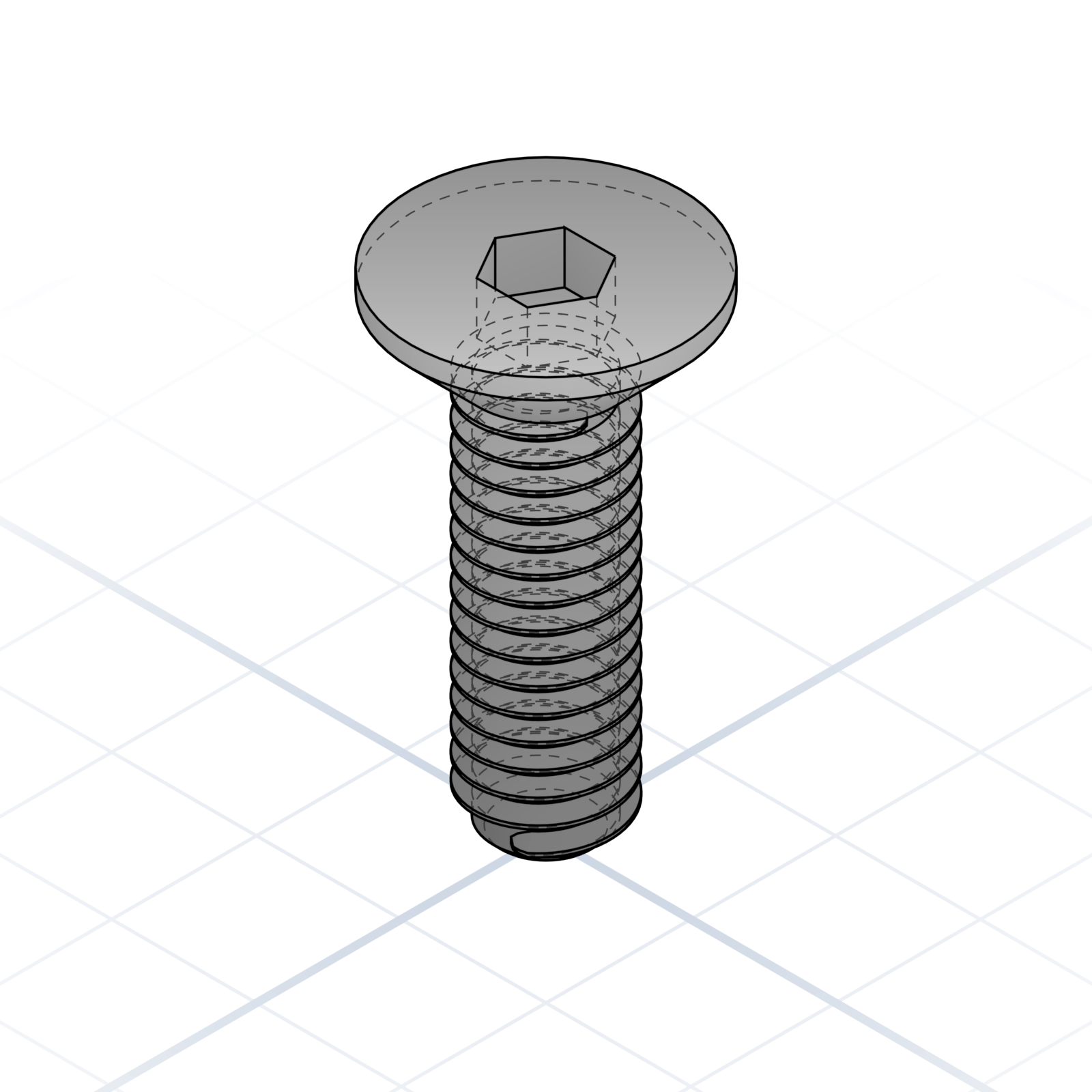
ISO 7380. Plus bas qu'une tête cylindrique, même empreinte hexagonale.
ISO 10642 / DIN 7991. Se loge affleurante dans un trou chanfreiné.
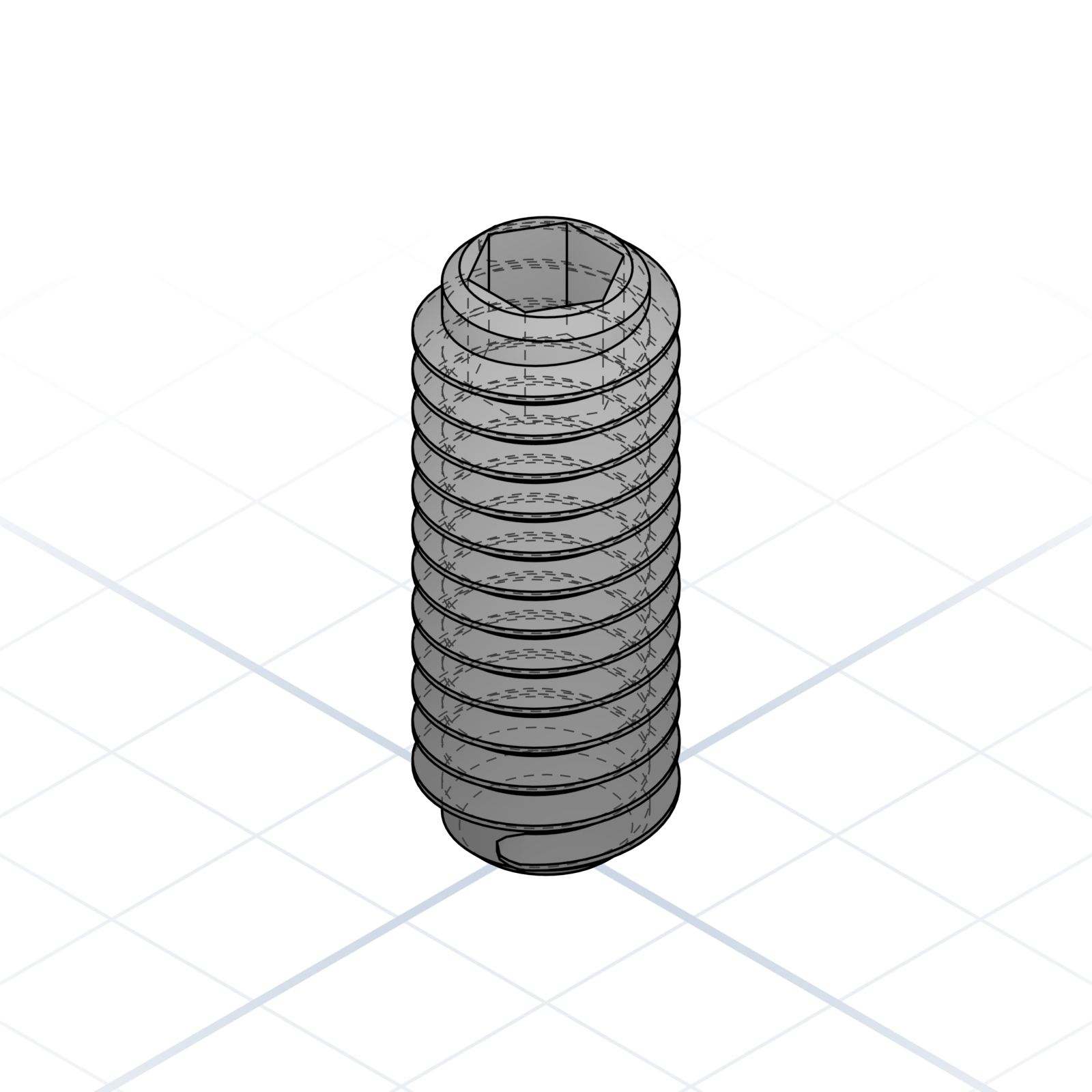
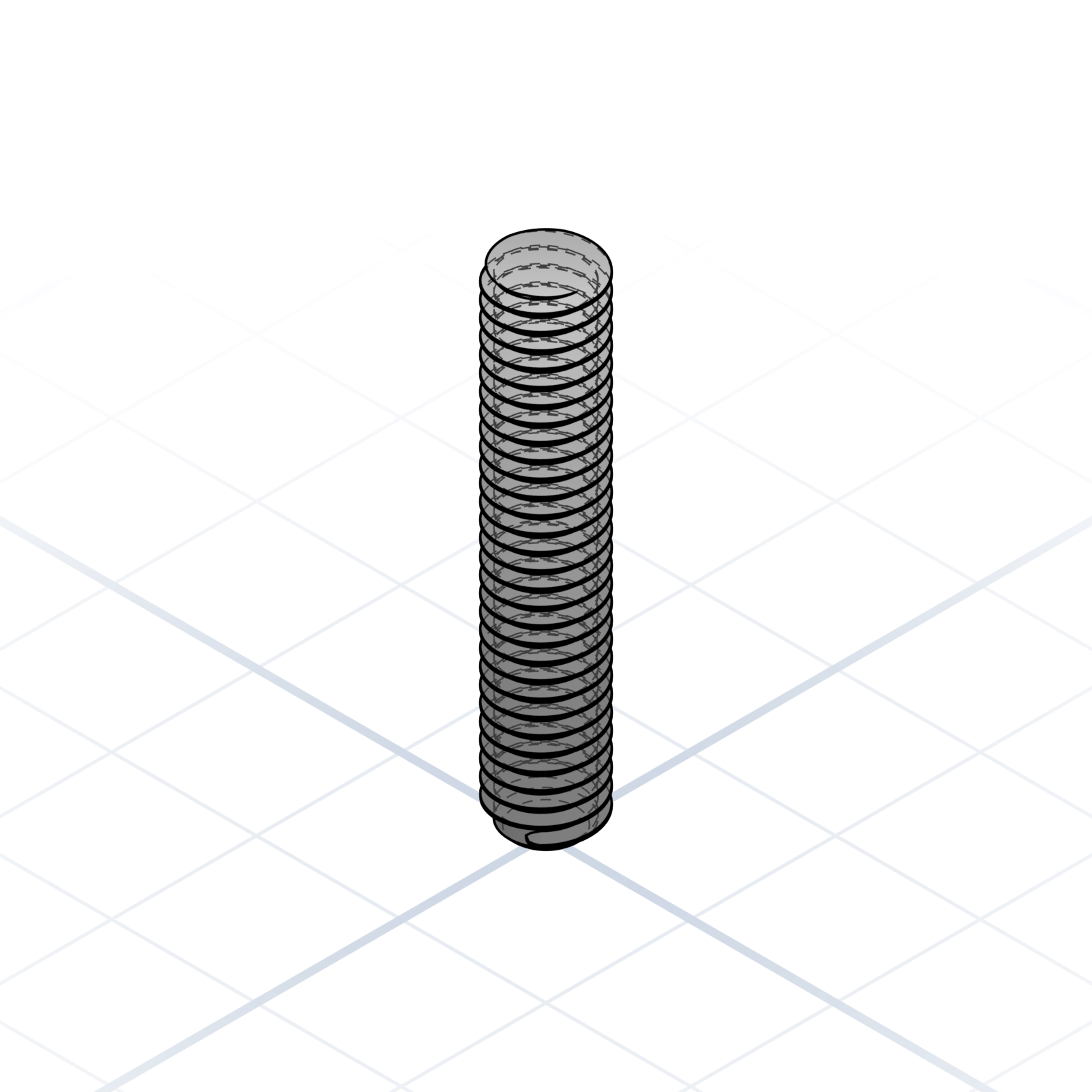
Sans tête, fileté sur toute la longueur. Maintient les axes sur les poulies.
Creuse son propre filetage en avançant. Pour les pièces imprimées, laisse le trou pilote un peu plus petit que le diamètre nominal de la vis.
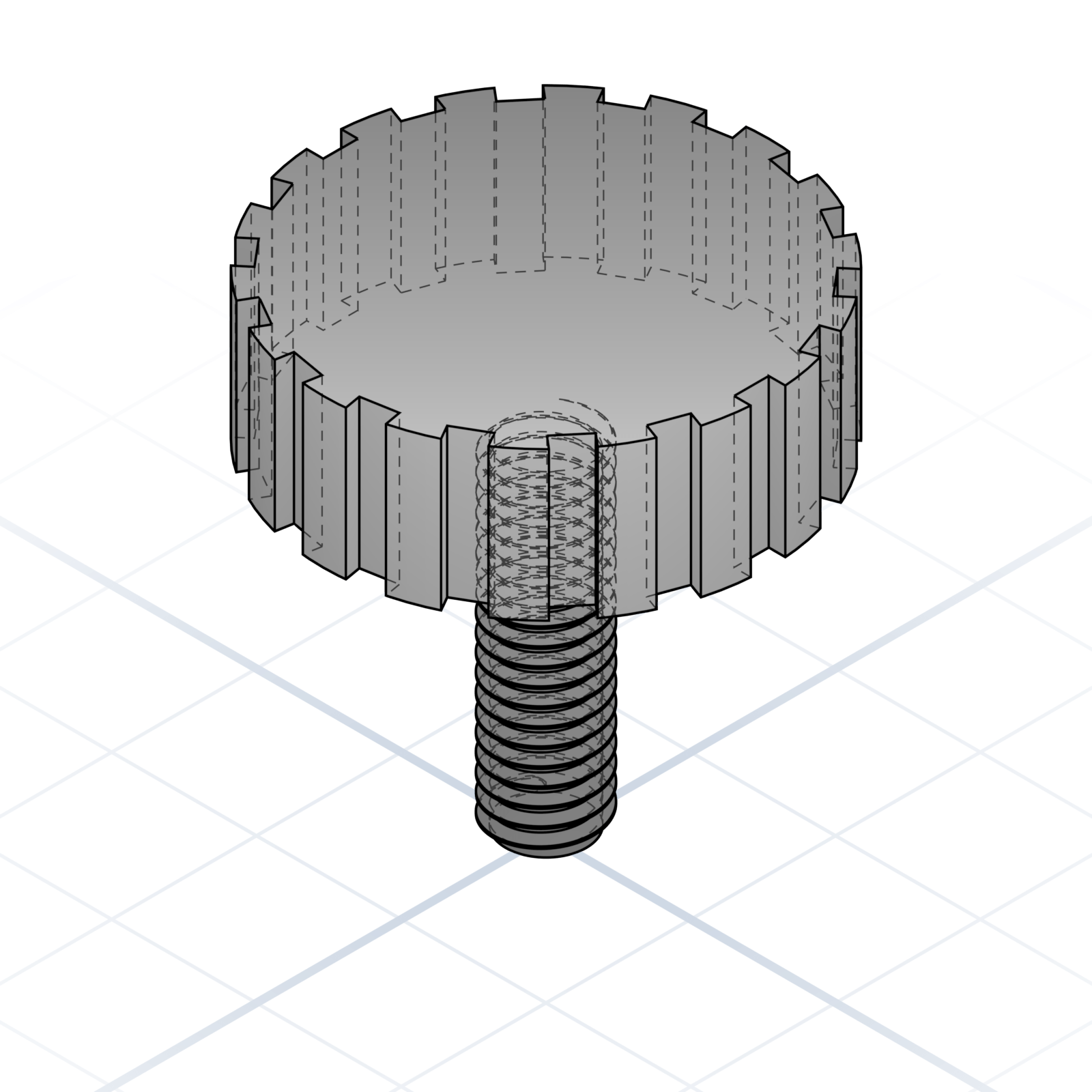
Tête moletée, serrée à la main. Idéale pour un assemblage sans outil.
Comment obtenir un filetage dans du plastique imprimé. Si la technique est bonne, la vis tient des années.
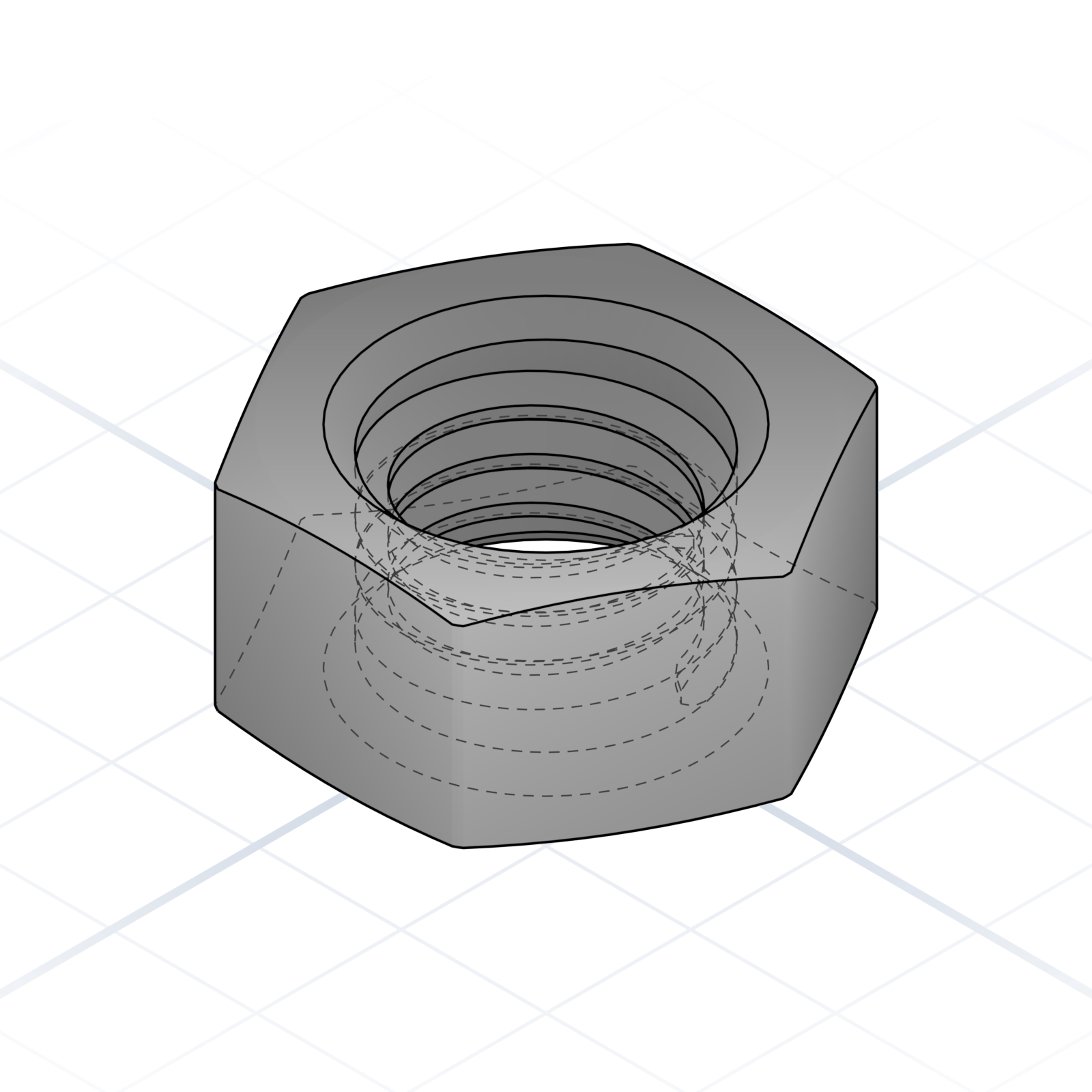
DIN 934 / ISO 4032. La valeur par défaut, sauf si tu dis carré ou écrou en T.
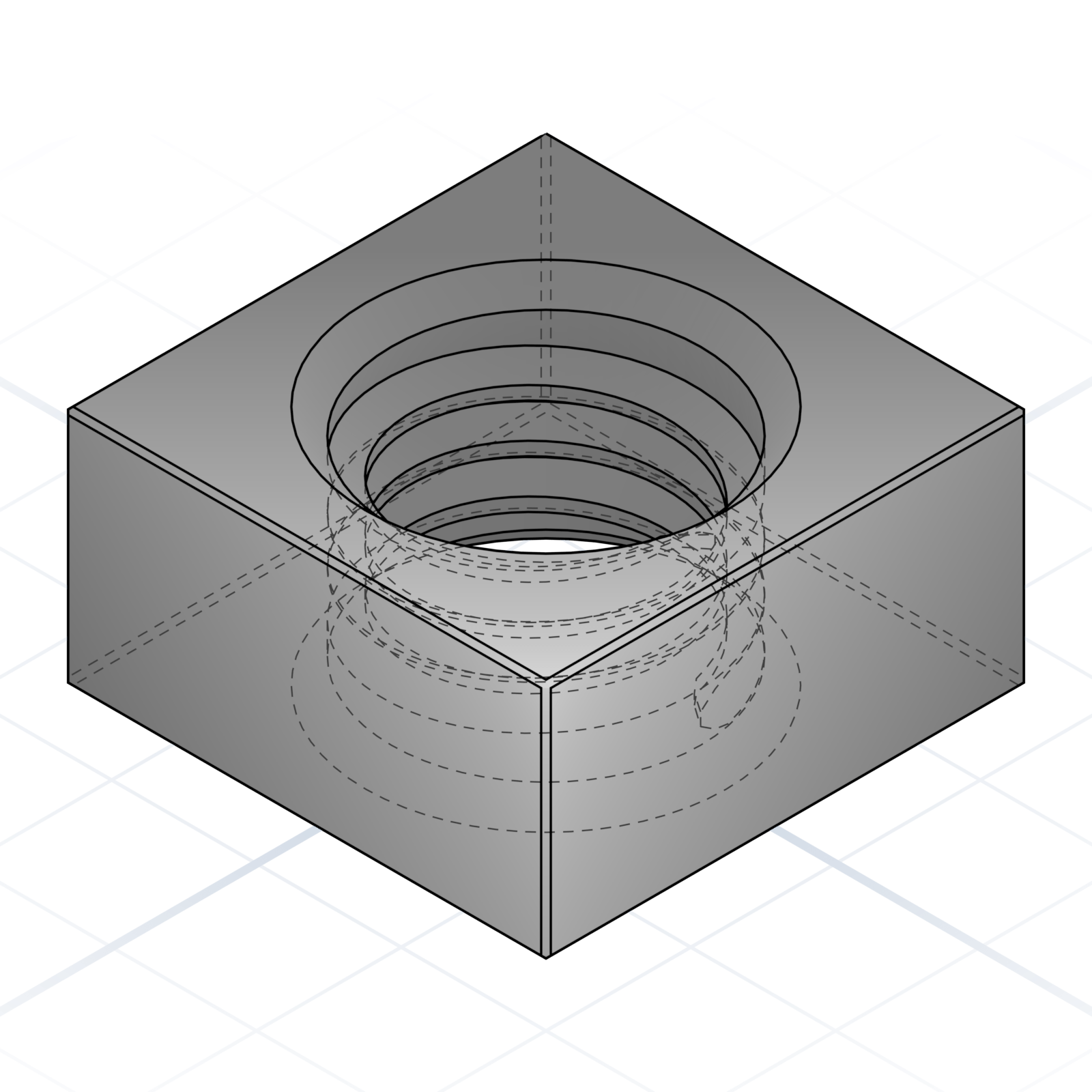
Captif dans une poche carrée. Pratique lorsque l'arrière est inaccessible.
S'insère dans les rainures des profilés aluminium 2020 / 3030.
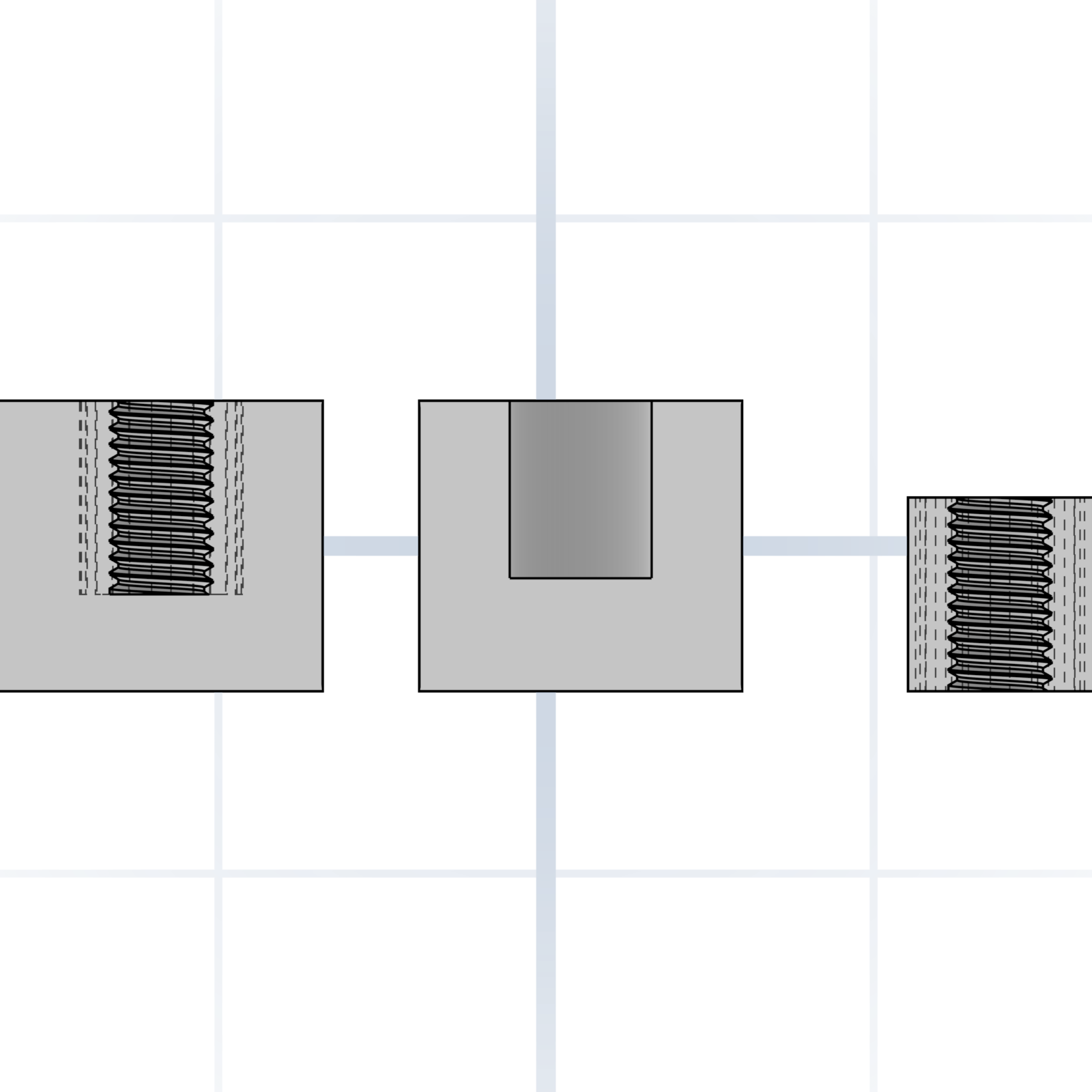
Le fer à souder le fait fondre dans un bossage imprimé. L'option la plus solide pour une utilisation répétée des vis.
Inséré à froid. L'extérieur moleté agrippe le plastique.
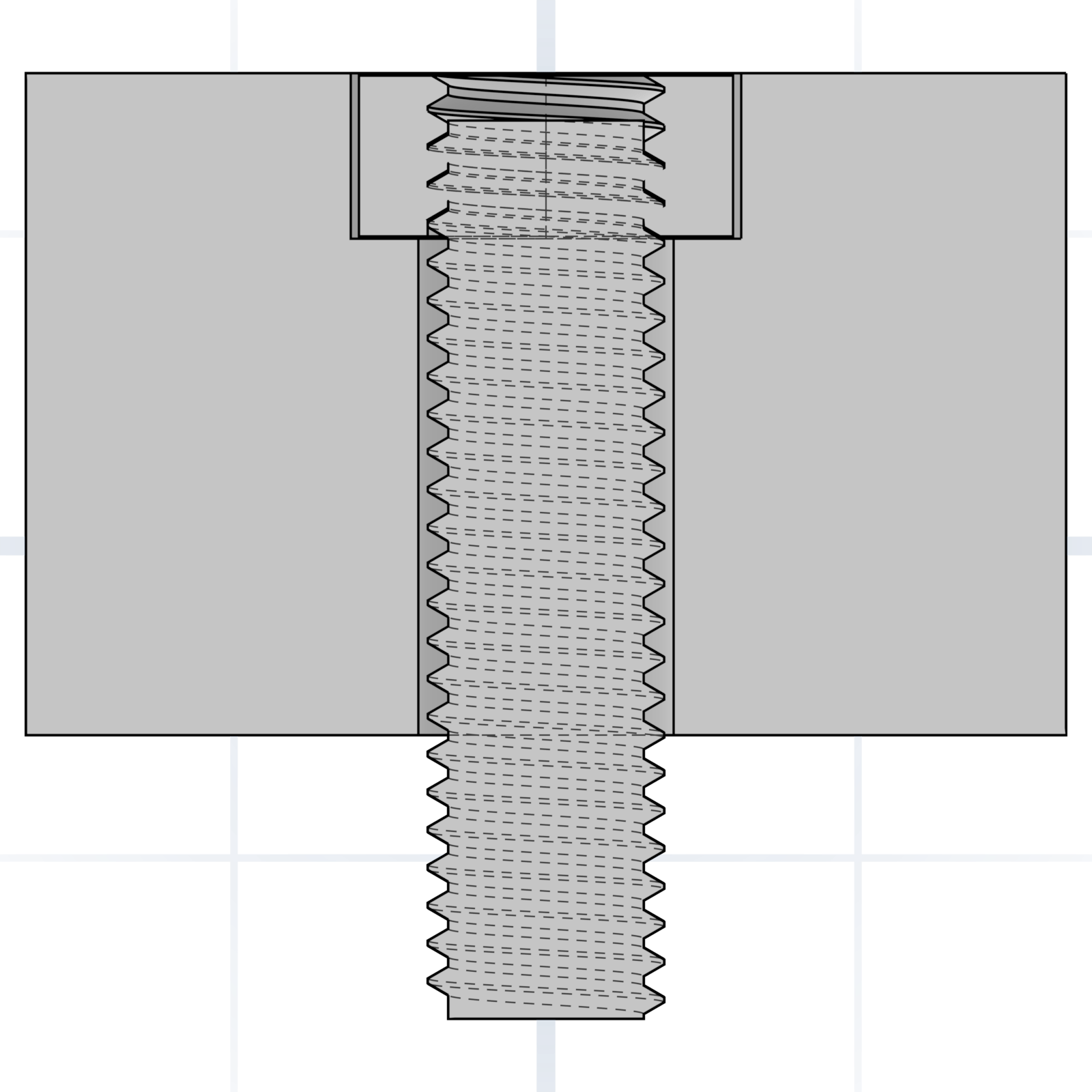
Une poche hexagonale imprimée dans la pièce. Insère un écrou standard, visse depuis l'autre côté.
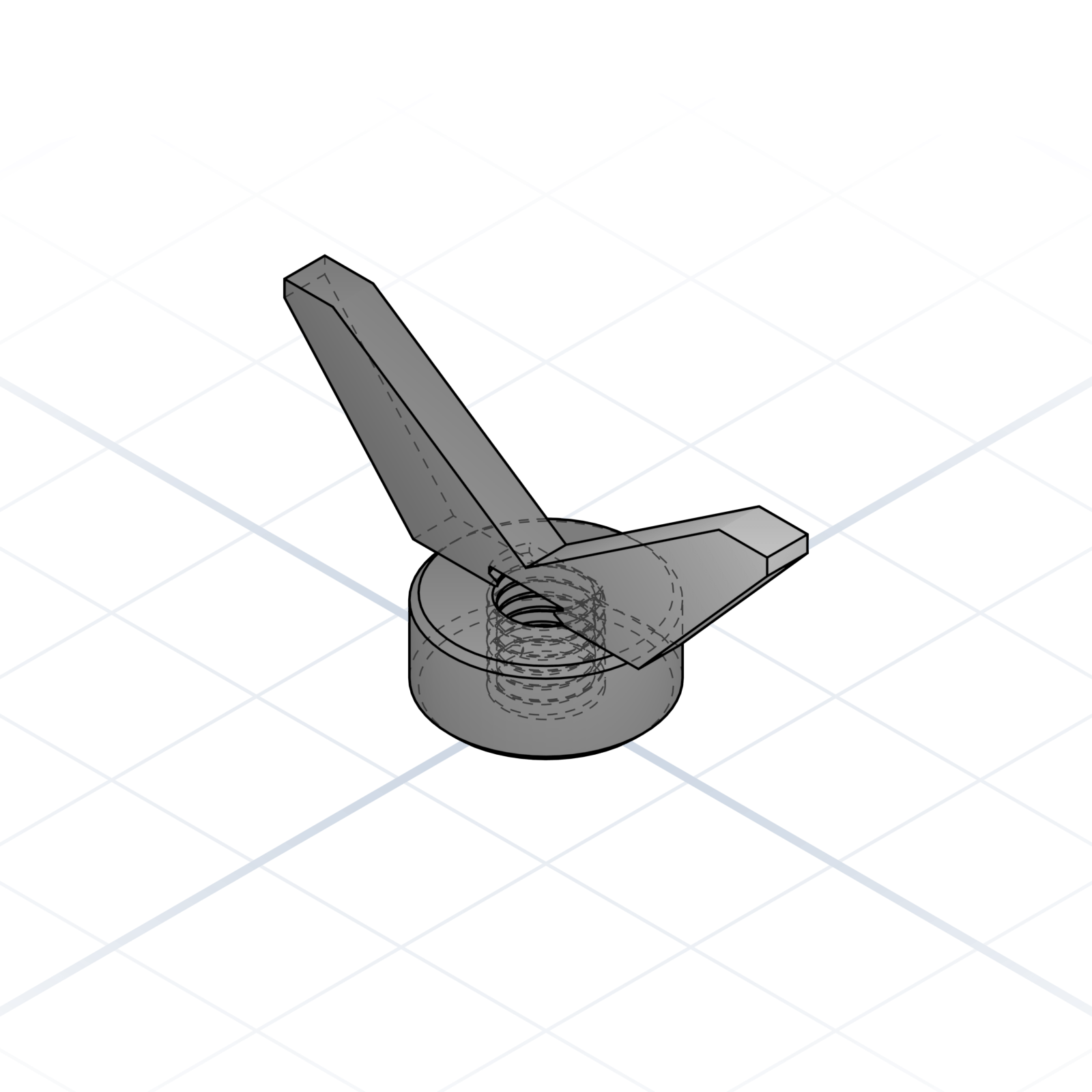
Serrée à la main. Bien pour les pièces qu'on ouvre souvent.
Scanne pour obtenir les tailles de foret de taraudage, de trou de passage et de trou pilote pour inserts thermiques de M2 à M16, ainsi que les dimensions de tête pour les vis à tête cylindrique six pans creux.
Comment les pièces imprimées s'assemblent entre elles. Bien conçues, elles tiennent sans colle.
Spécifie chaque pièce et le modèle obtient la bonne déflexion. L'épaisseur de la poutre détermine la rigidité ; l'entrée détermine la facilité d'assemblage.
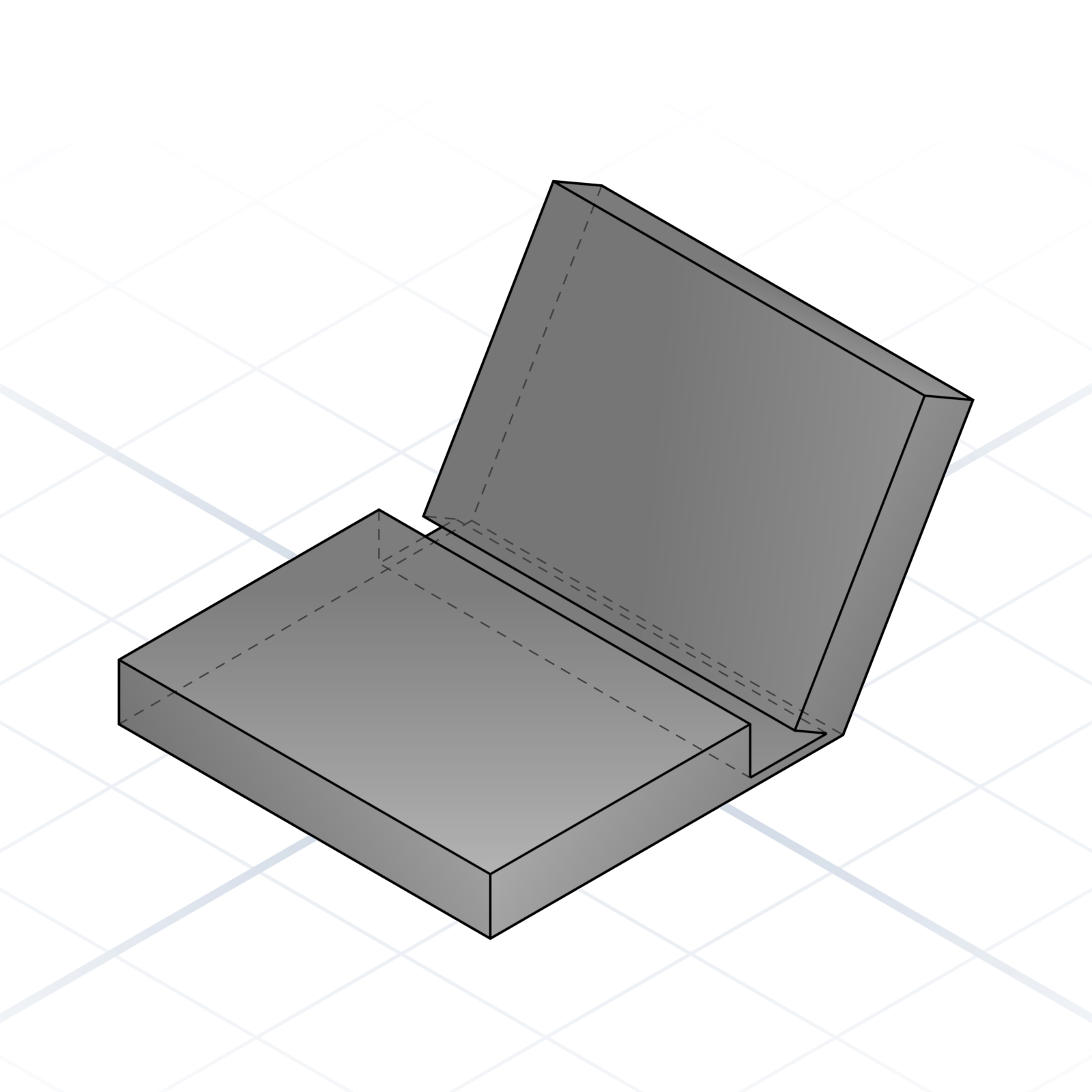
Une fine bande (0,3–0,6 mm) qui se plie sur des milliers de cycles. Oriente les lignes de couche à travers la charnière, jamais dans son sens.
Trou légèrement plus petit que l'axe. Environ 0,1 mm d'interférence pour le FDM. Ajoute un chanfrein aux deux pièces.
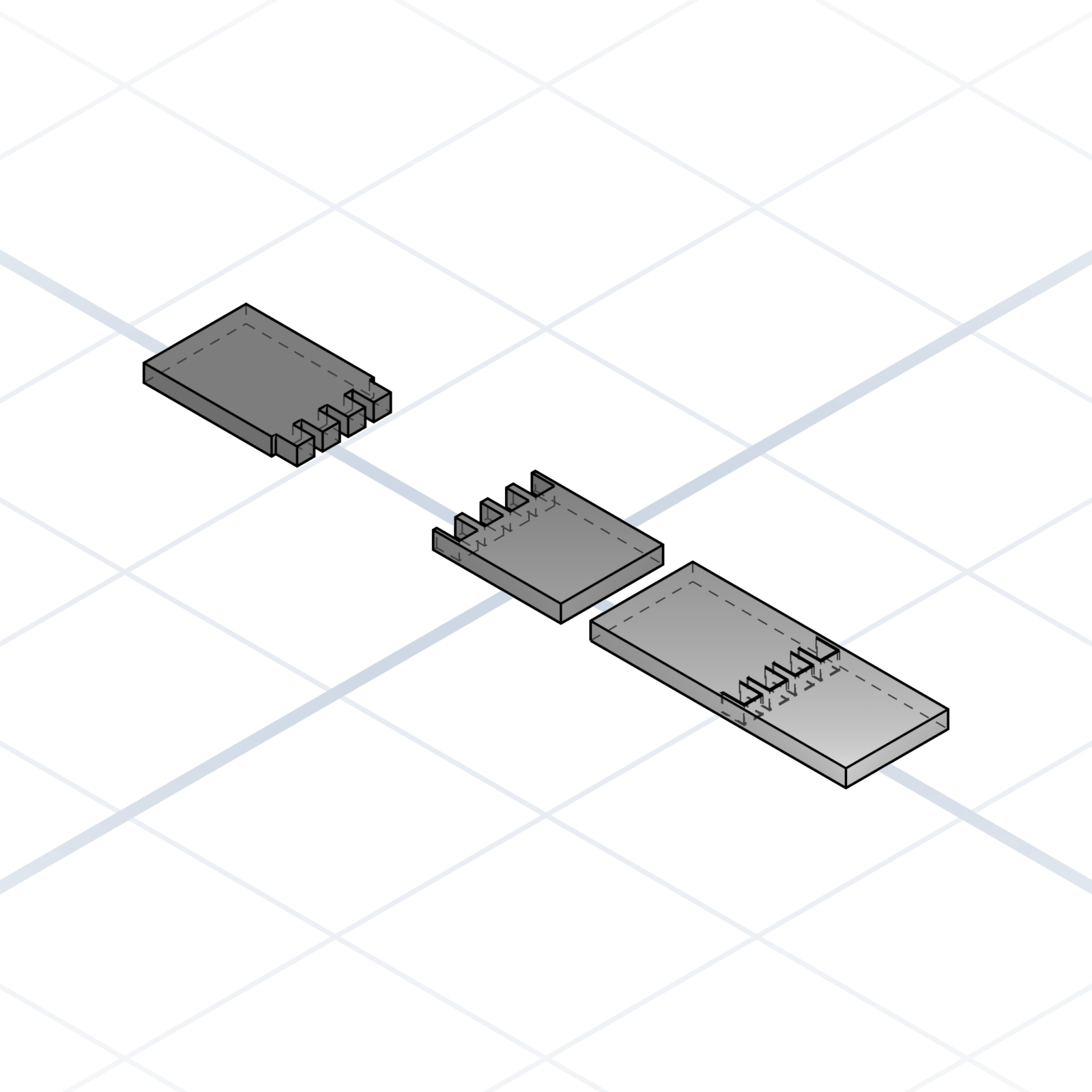
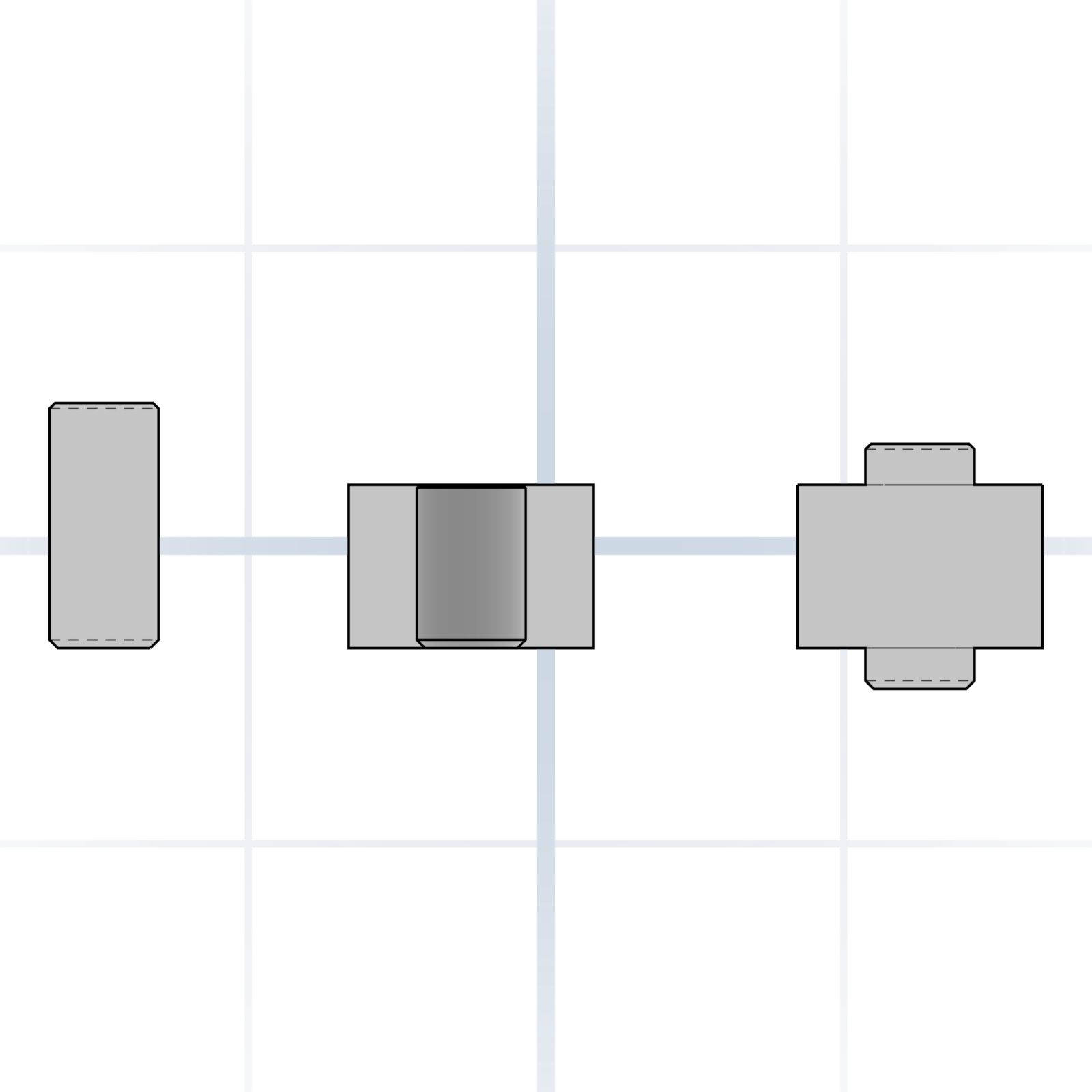
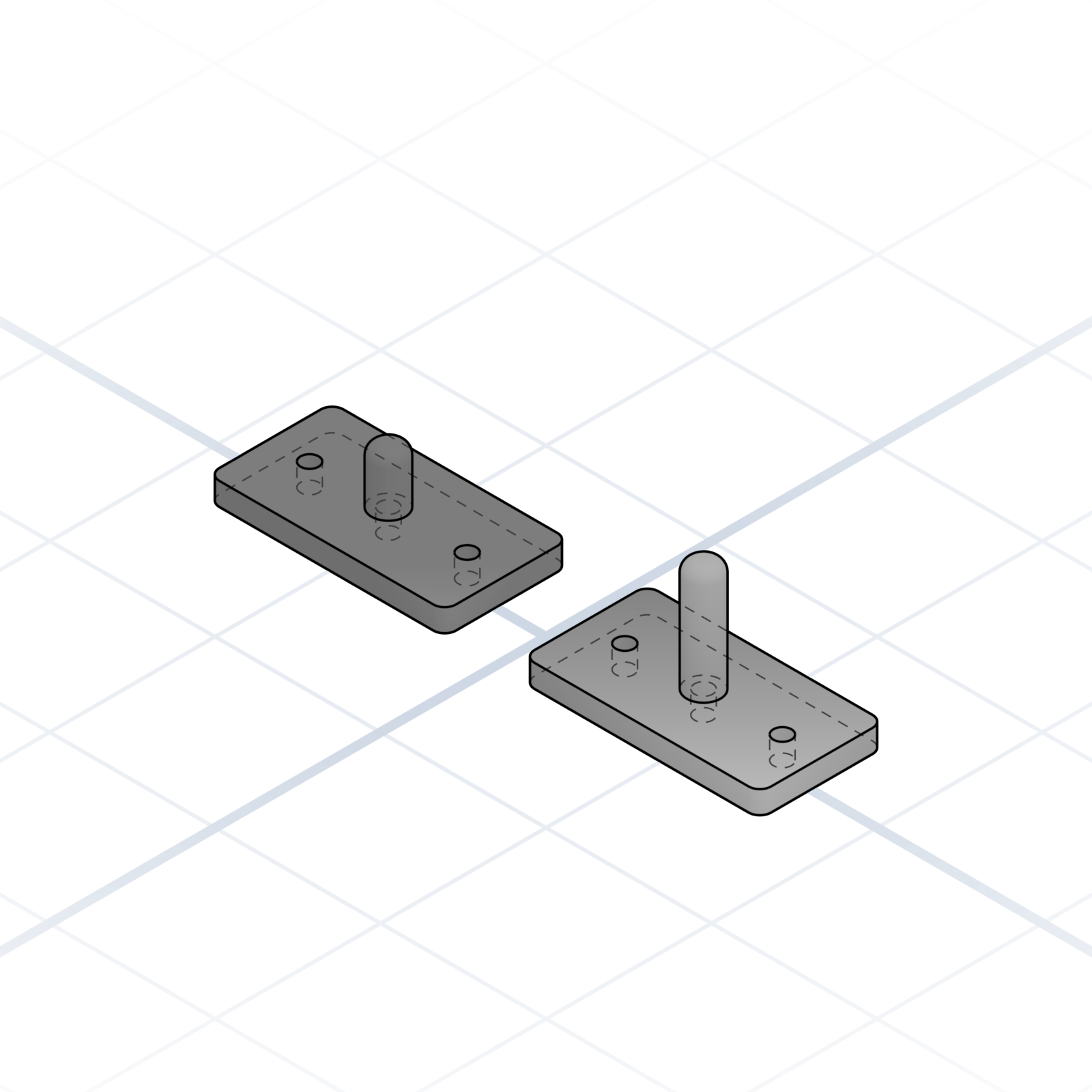
Une languette sur une pièce s'insère dans une fente sur une autre. L'assemblage le plus propre pour des panneaux plats. Verrouillez avec de la colle ou une vis.
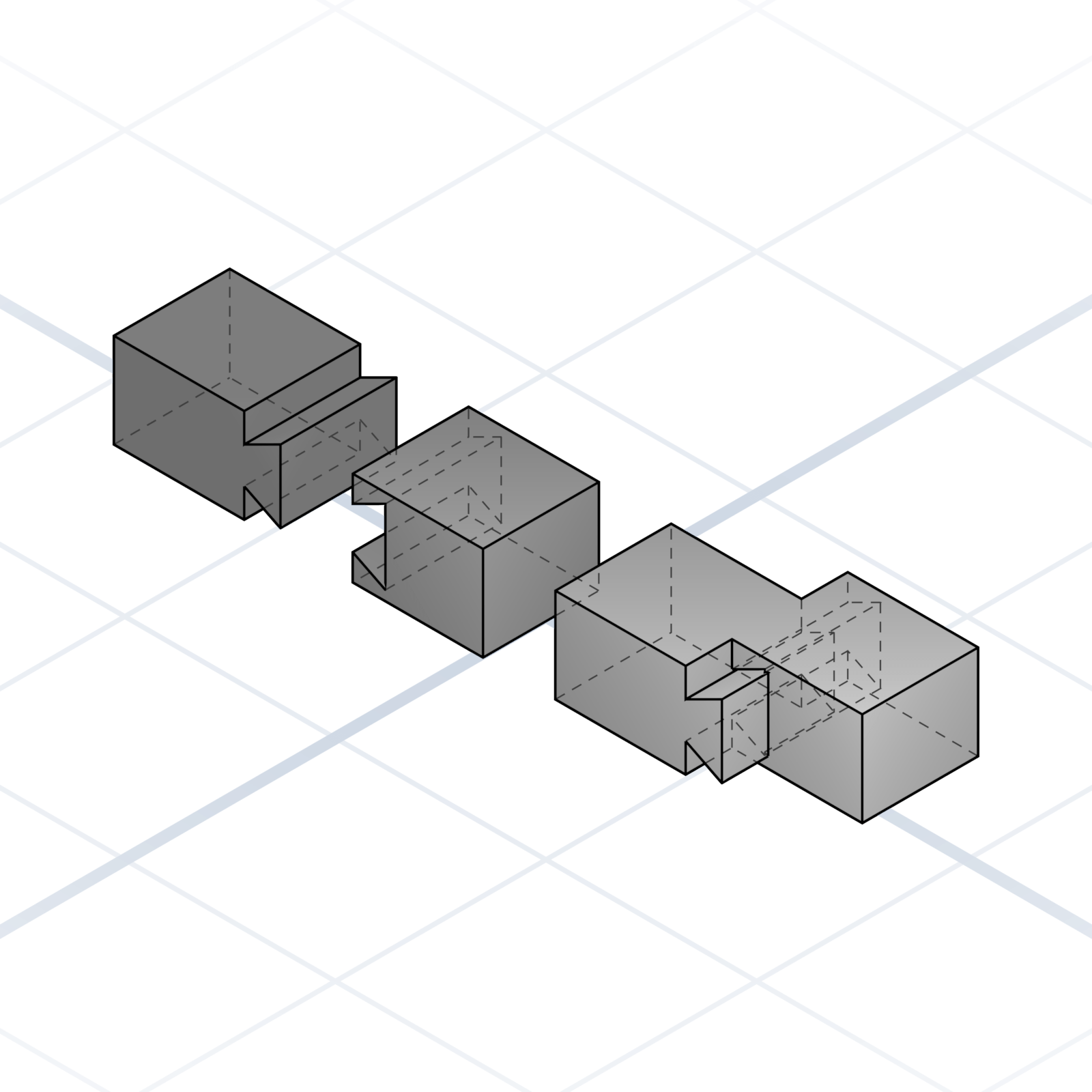
Profil trapézoïdal qui s'emboîte par glissement. Auto-alignant et bloque un axe. Utilise un évasement de 7 à 10°.
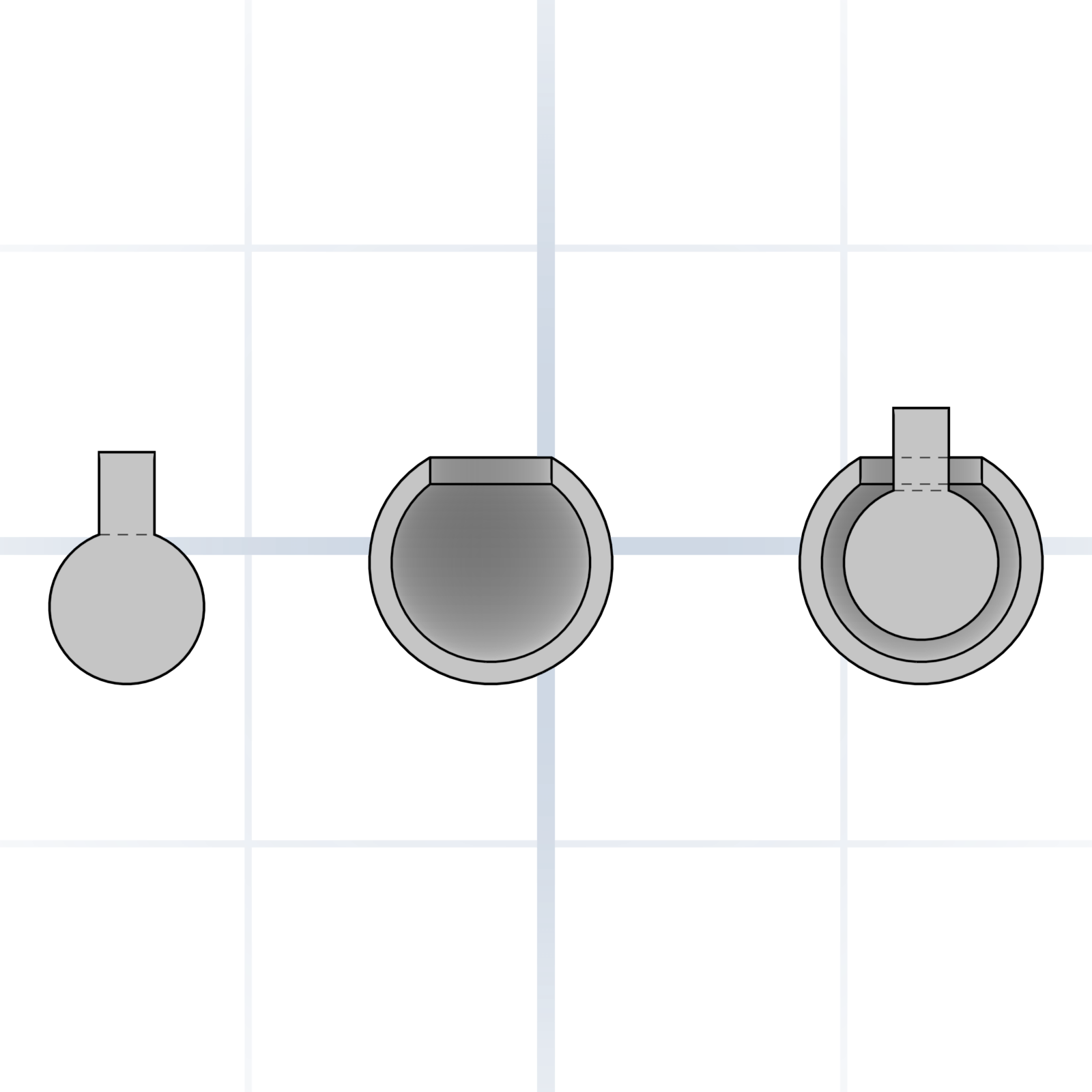
Bille sphérique dans une douille partielle. Imprimez la douille environ 0,3 mm plus grande pour que la bille tourne librement.
Fente en L. Pousse, tourne de 90° pour verrouiller. L'assemblage standard pour les couvercles quand un filetage serait excessif.
Modules prêts à l'emploi qui s'encliquettent, coulissent ou tournent pour assembler des pièces imprimées. Ajoute-les à une conception et tu obtiens un système de construction.
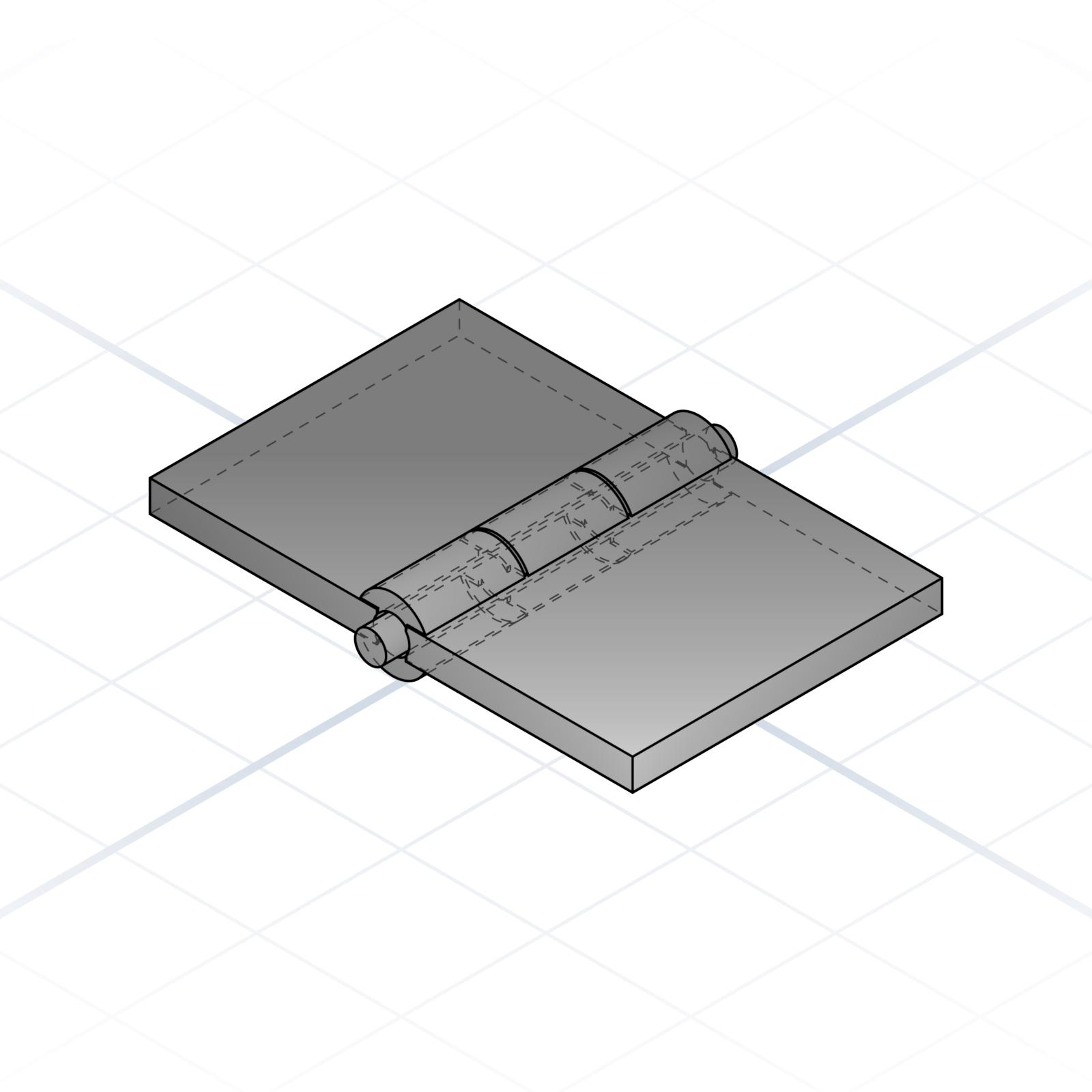
Deux ailes avec des doigts alternés (nœuds) qui entourent une goupille en acier. Imprime les deux ailes à plat, glisse une chute de filament de 1,75 mm comme goupille. Des nœuds de 4 mm s'impriment proprement sans supports.
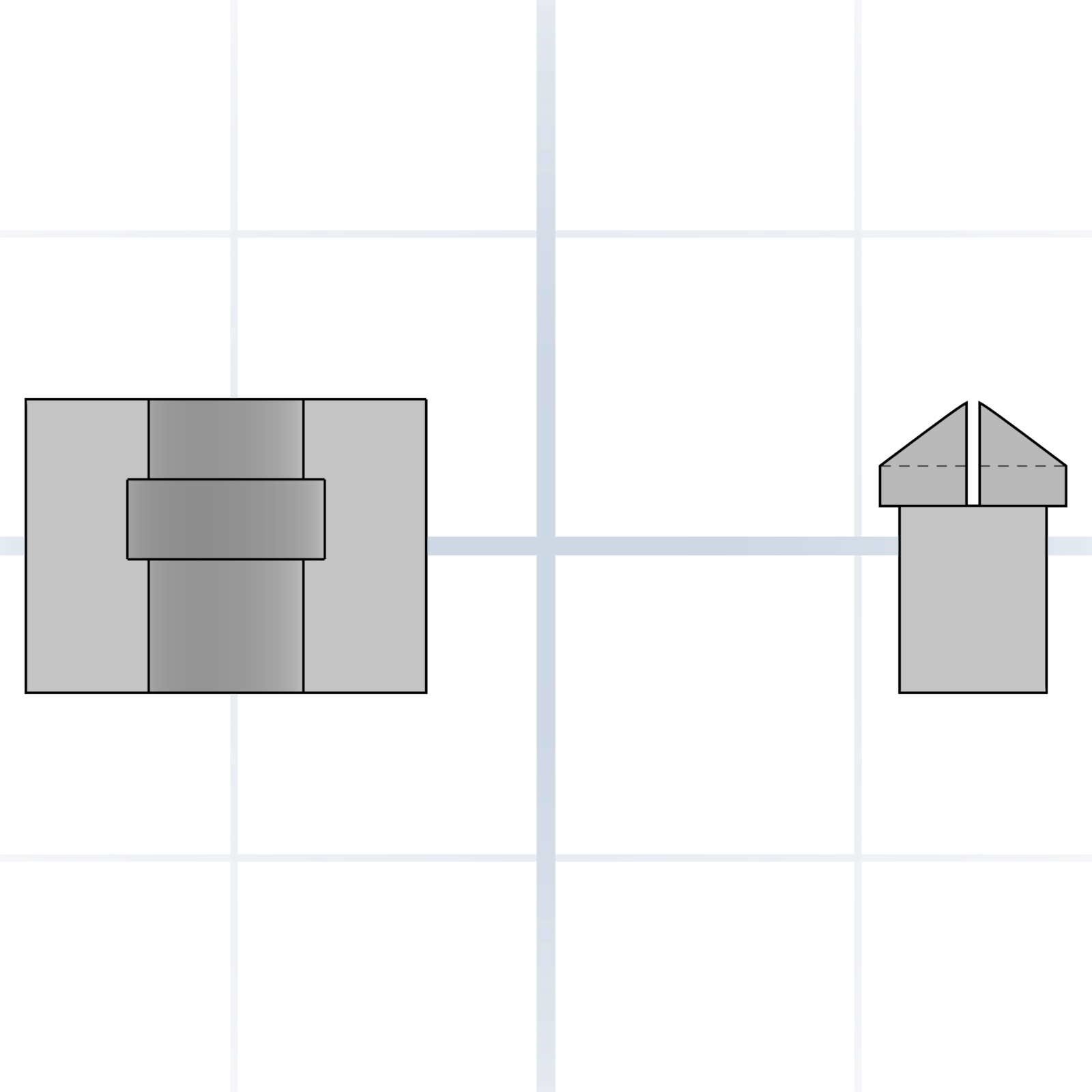
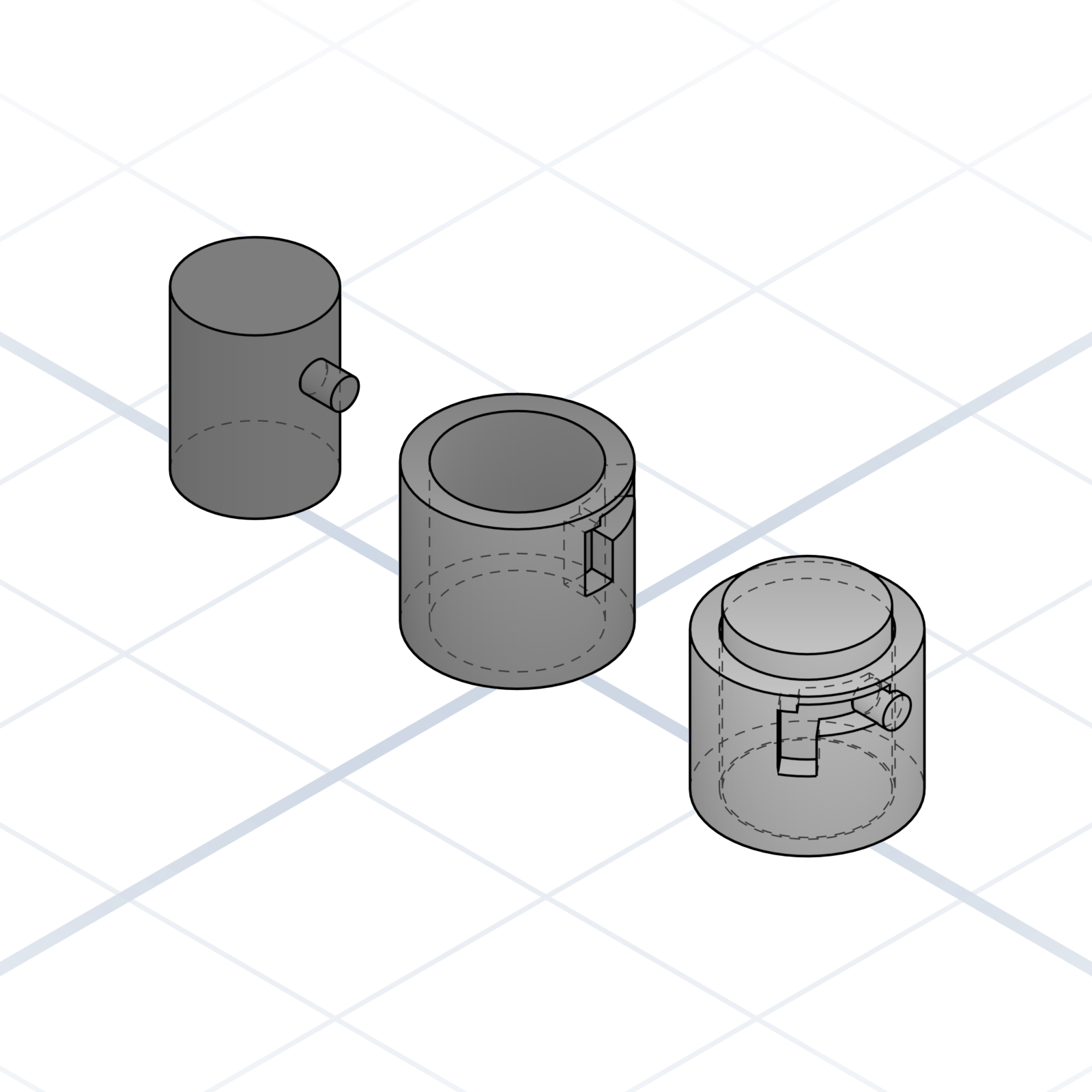
Une broche qui s'enfonce dans un logement et s'y enclenche. La pointe de la broche est fendue en quatre pétales flexibles qui se resserrent à l'insertion, puis reprennent leur forme derrière un rebord à l'intérieur du logement. Pas besoin de vis.
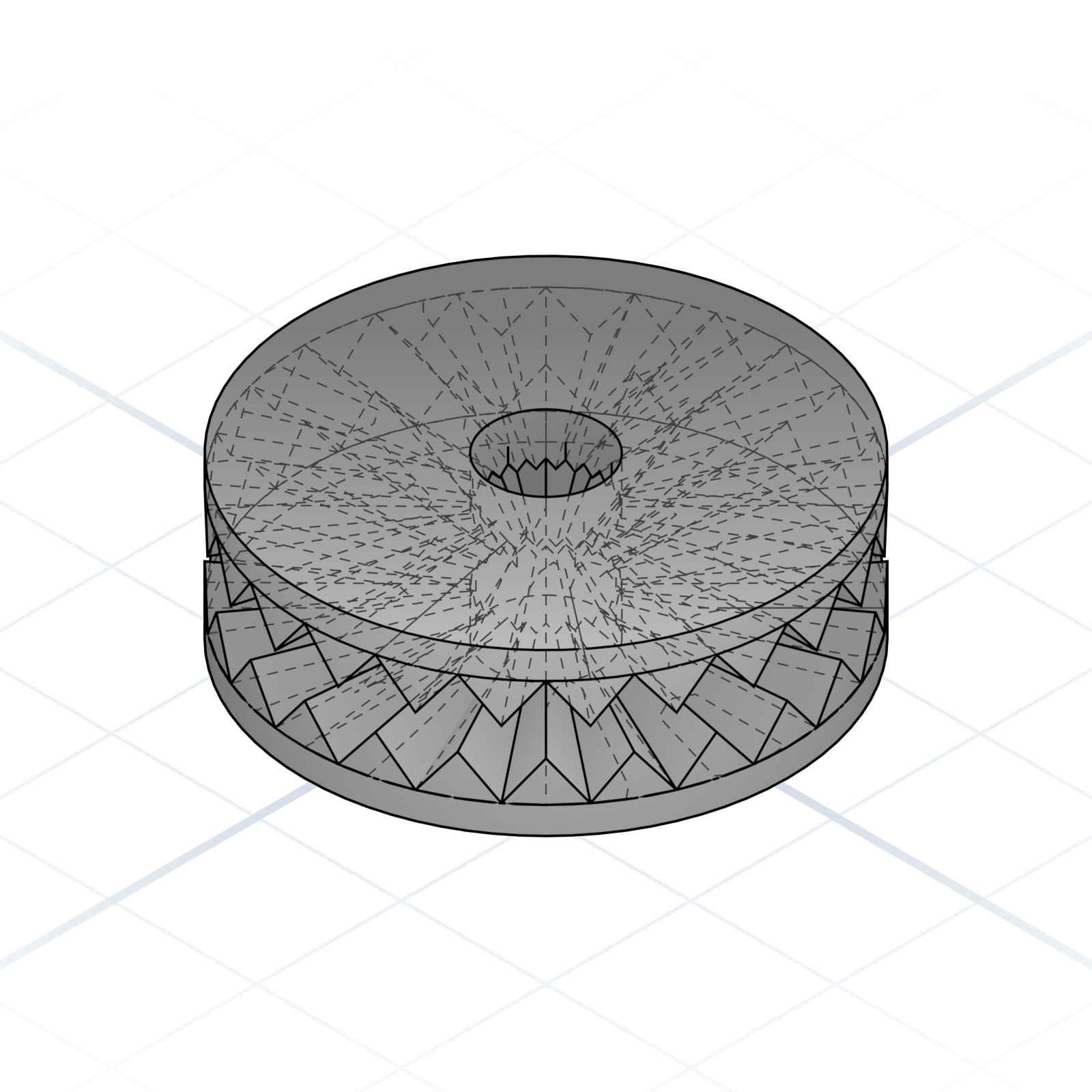
Deux disques avec des dents radiales correspondantes qui se verrouillent une fois serrés. Serre un boulon au centre ; desserre et repositionne pour définir un nouvel angle par incréments fixes (15°, 30°). Utilisé pour les bras et les articulations réglables.
Un bras flexible avec un crochet qui s'accroche sous une lèvre. Appuie sur la languette et le crochet se libère. La façon courante de garder un couvercle imprimé fermé sans vis. Une épaisseur de bras de 3 mm supporte des milliers de flexions avant fatigue.
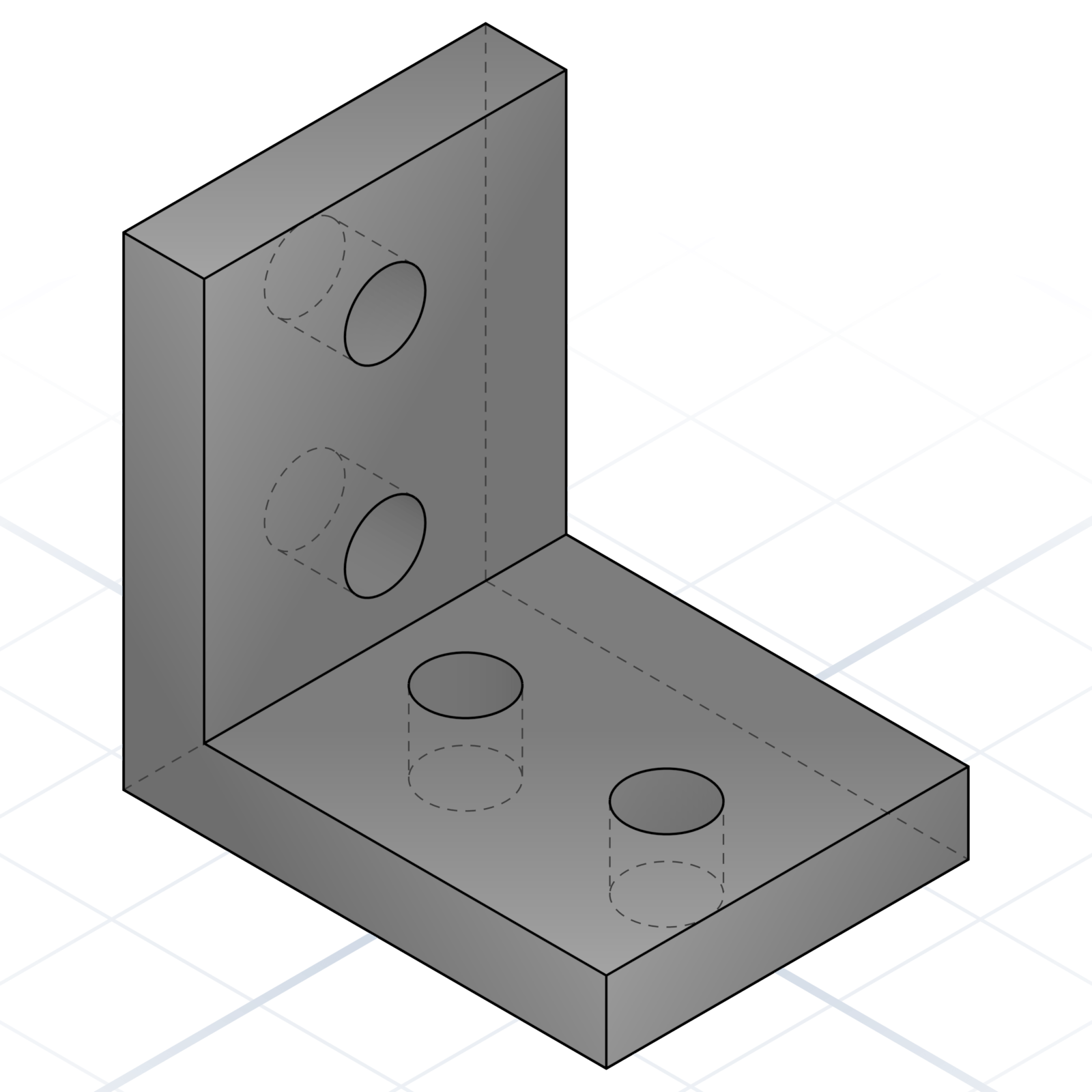
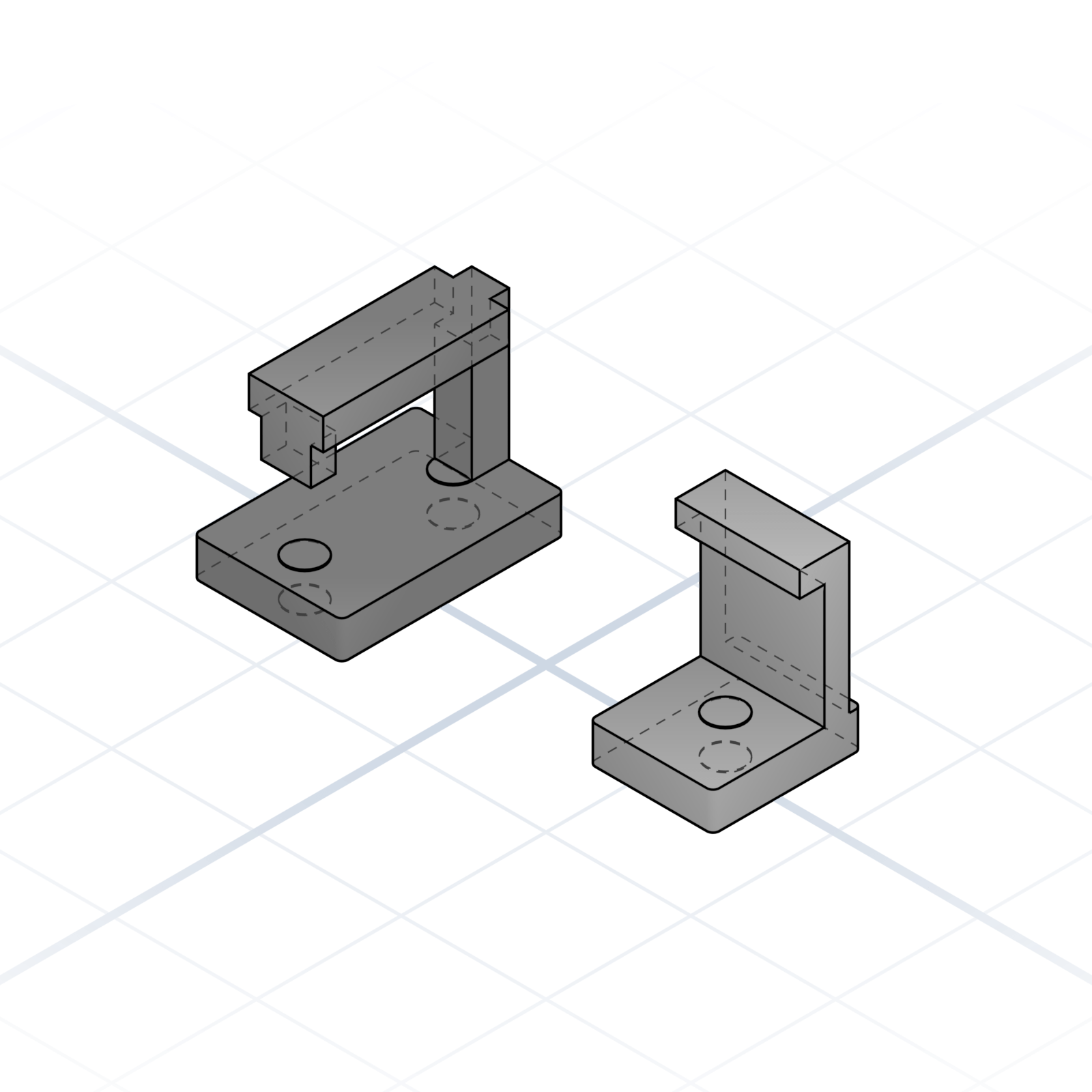
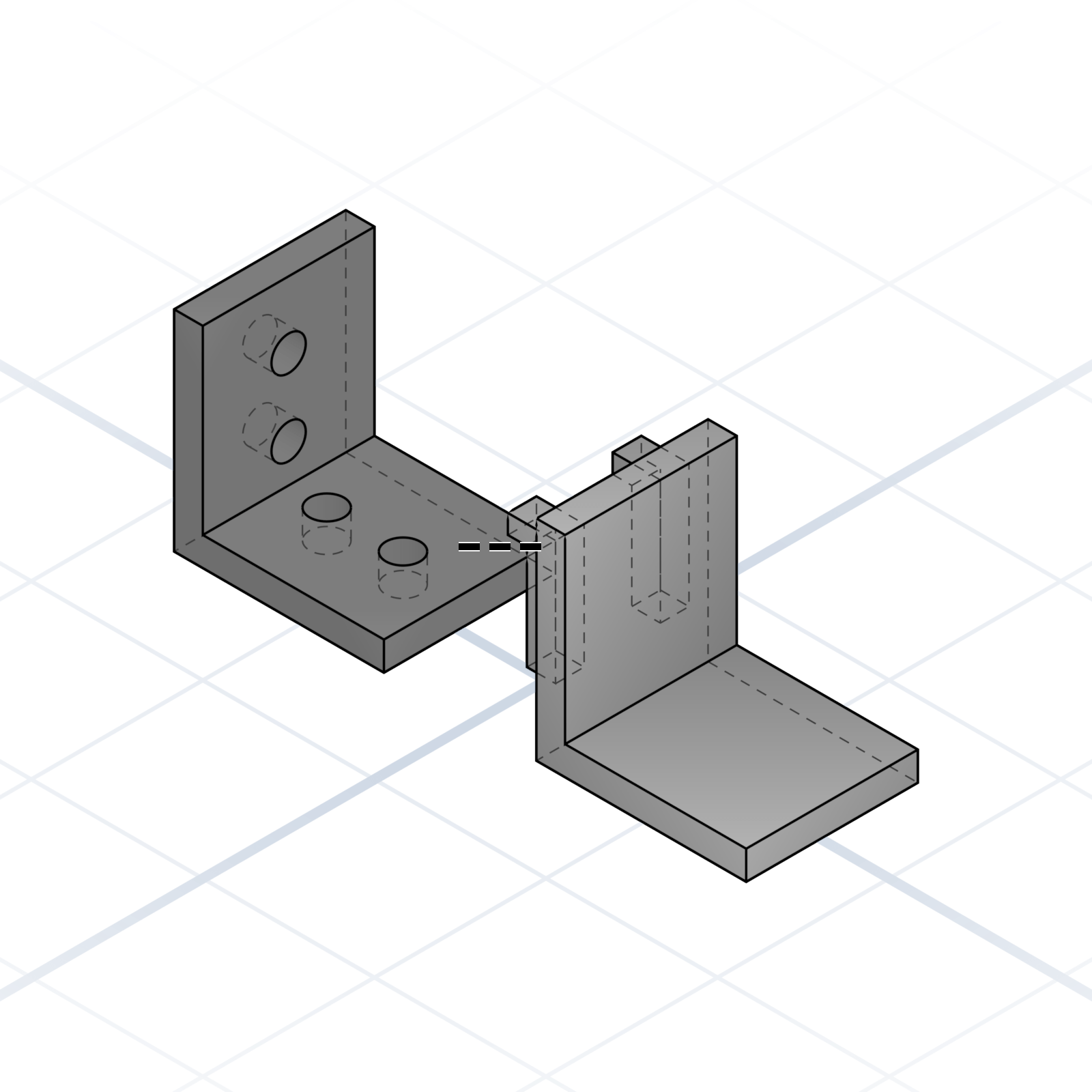
Équerre en L de 90° avec trous de fixation sur les deux faces. Relie deux panneaux à angle droit. Ajoute une nervure triangulaire à l'intérieur si la charge atteint plusieurs kilogrammes.
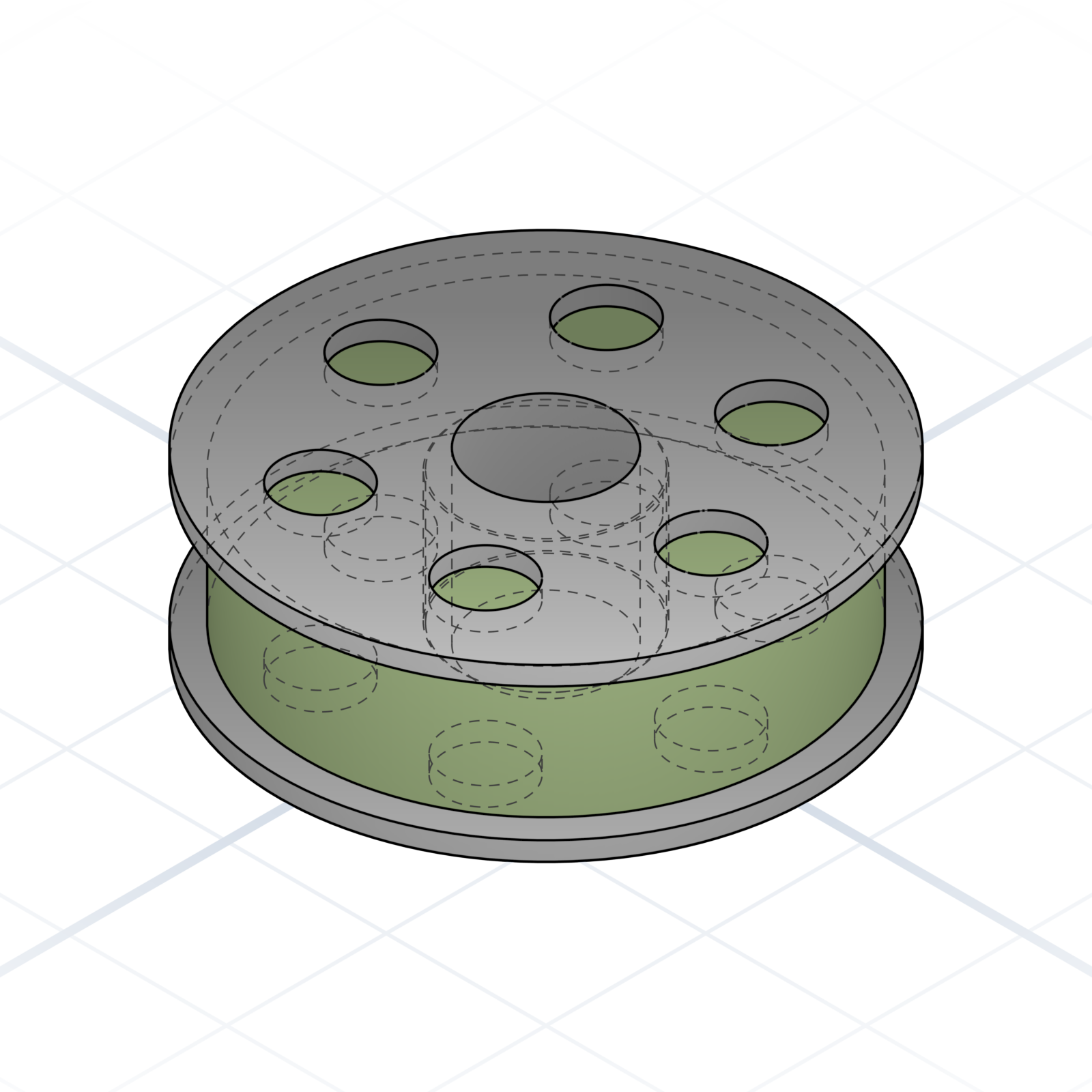
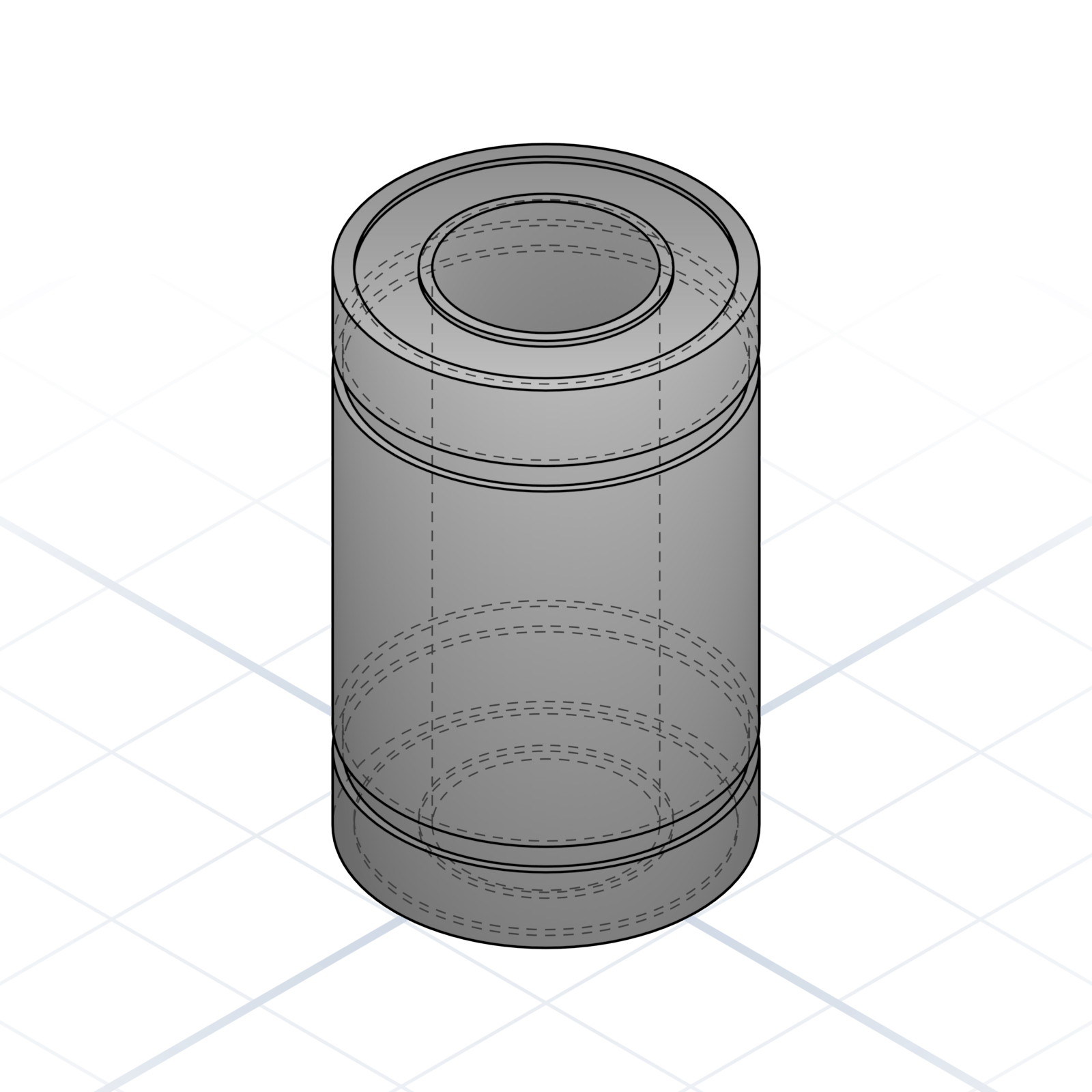
Des pièces du commerce présentes dans presque toutes les constructions d'imprimantes. Référencez-les par leur taille et le reste de la pièce se dessine presque tout seul.
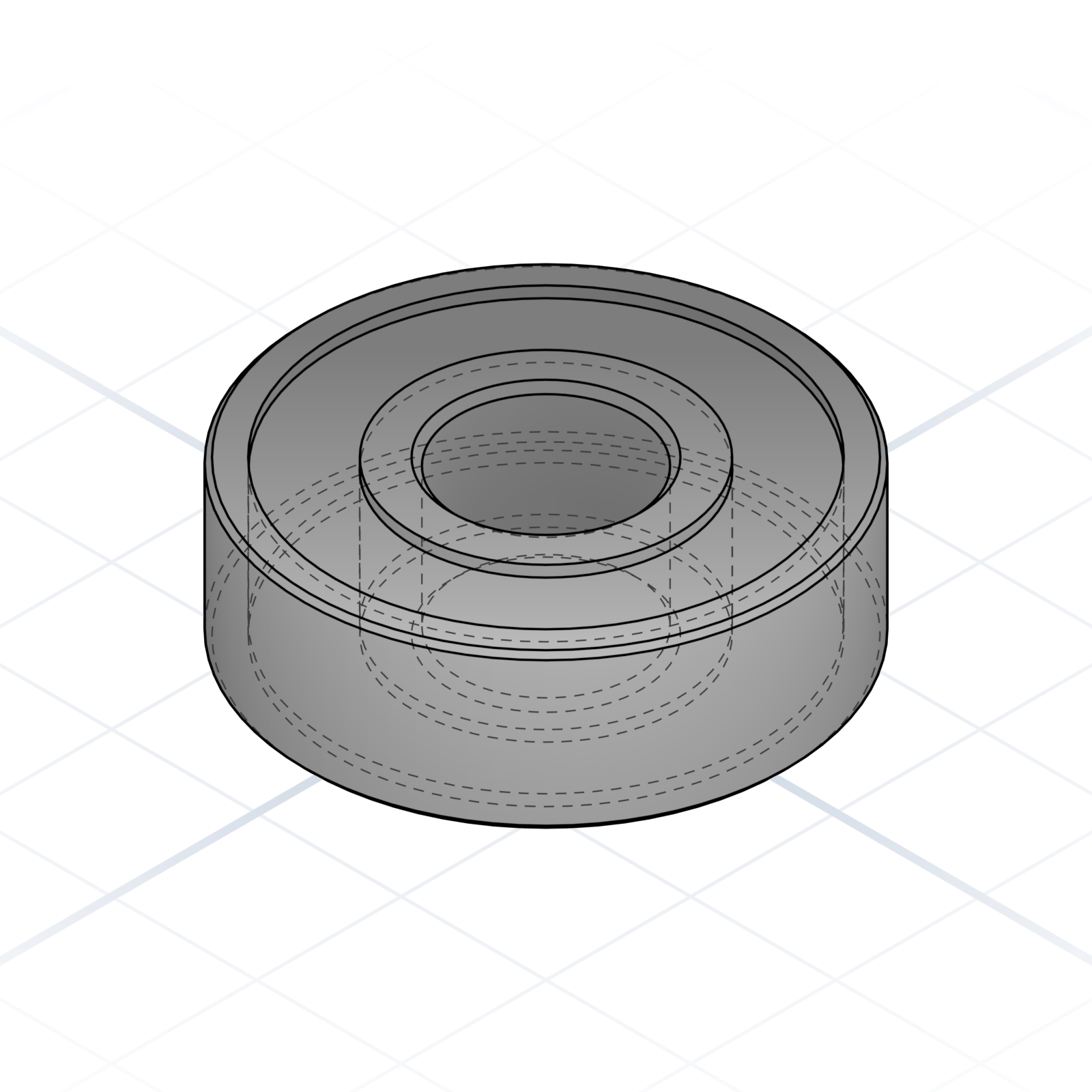
Roulement de skateboard, 8 × 22 × 7 mm. Toupies, galets tendeurs, poulies à ajustement serré.
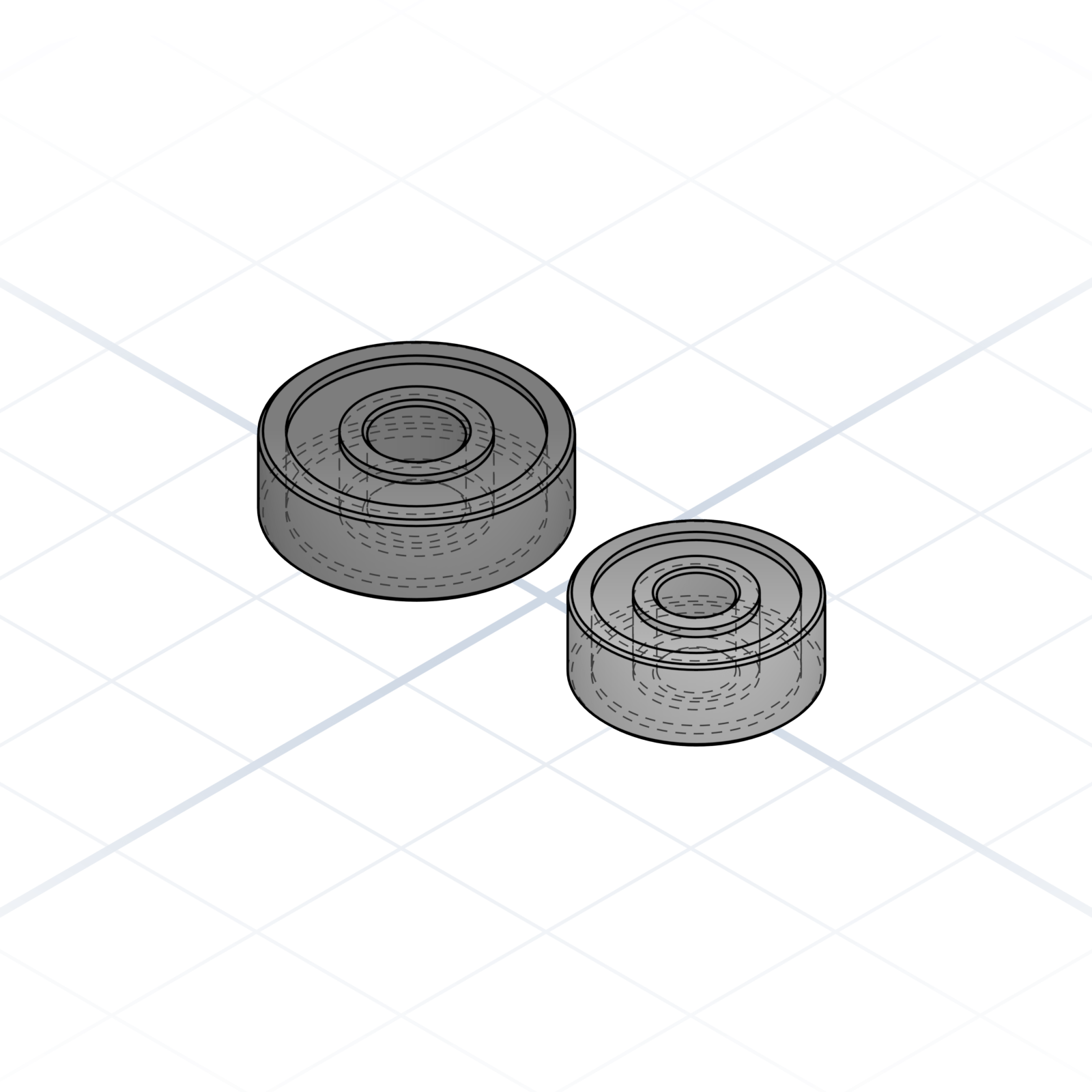
5 × 16 × 5 et 4 × 13 × 5. Les petites poulies folles que l'on voit dans les kits d'imprimante.
Roulement à billes à recirculation sur une tige lisse de 8 mm. La pièce standard du mouvement linéaire.
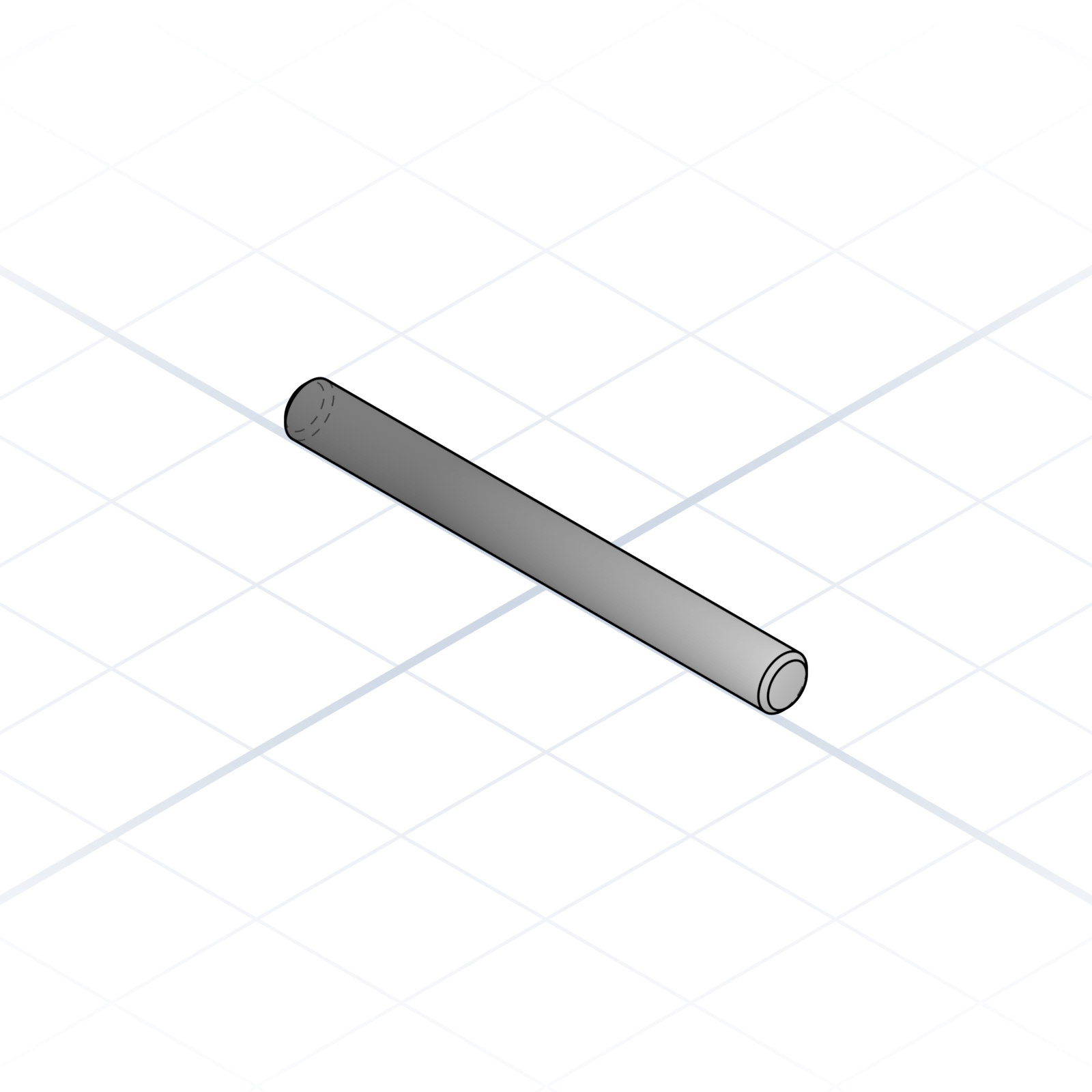
Tige en acier chromé, généralement de 8 mm. Les roulements linéaires glissent dessus.
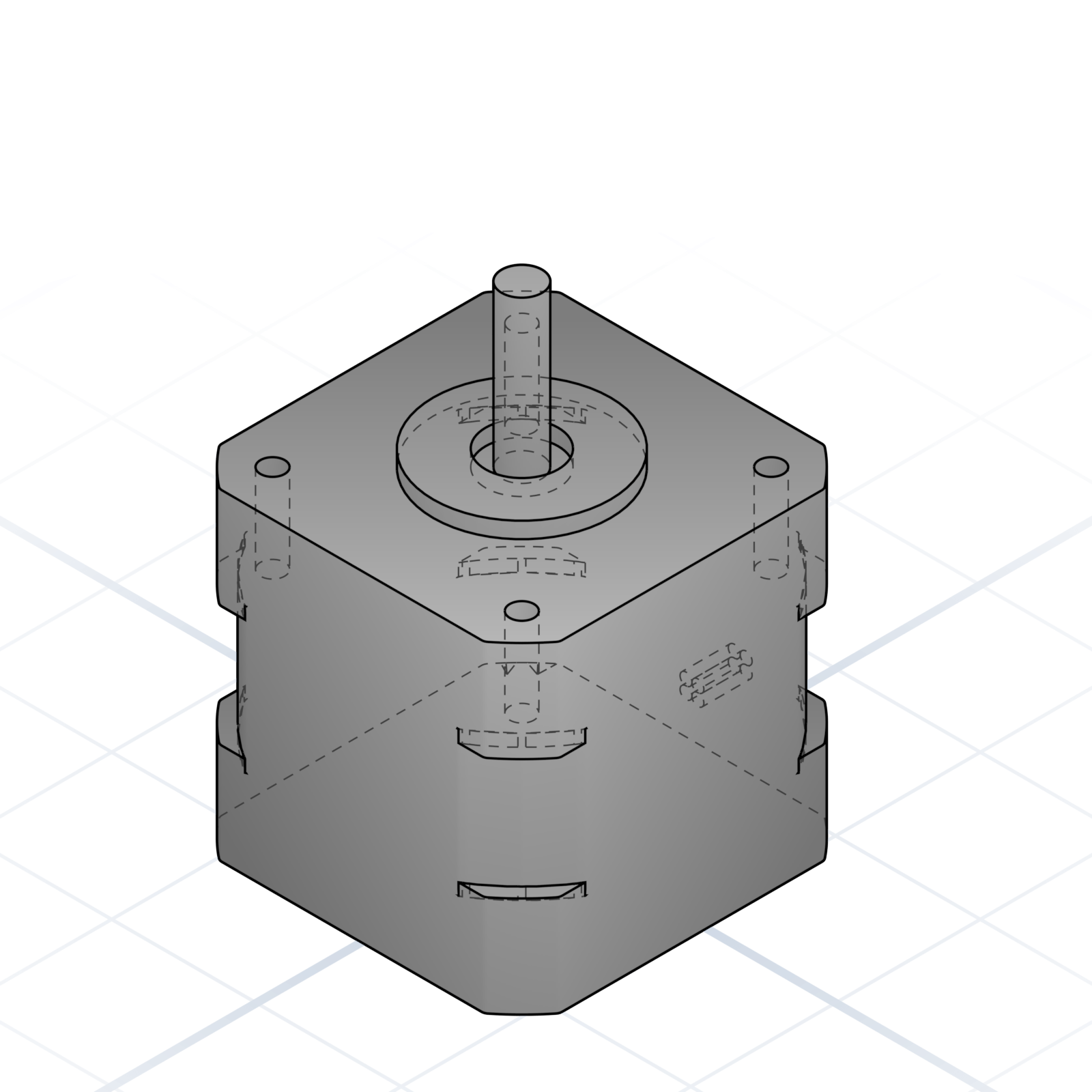
Face de 42,3 mm, axe de 5 mm. Trous de fixation sur un motif carré de 31 mm. Dis "support NEMA 17" et les trous s'alignent.
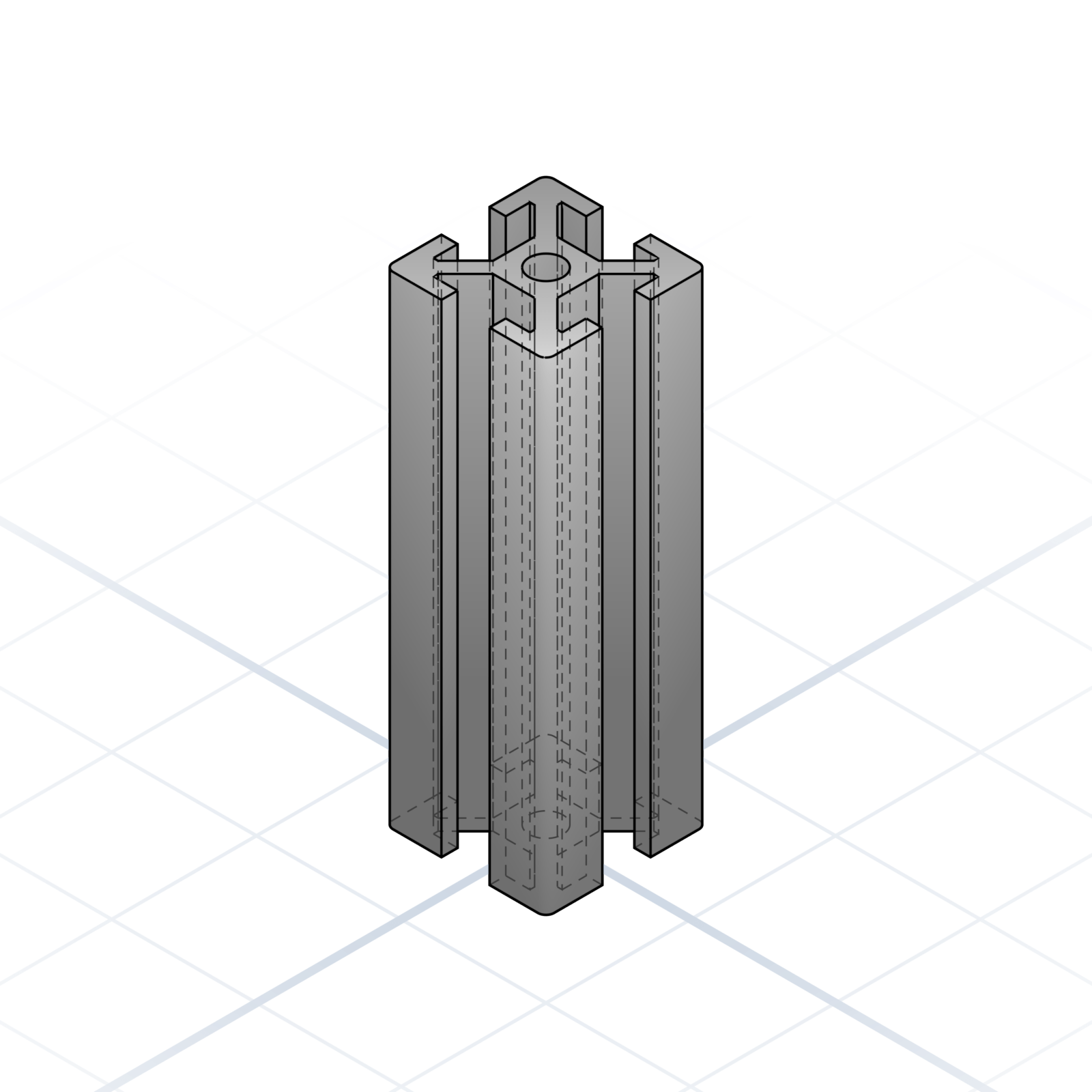
Section de 20 × 20 mm avec rainure en T de 6 mm. Le squelette de la plupart des châssis d'imprimante.
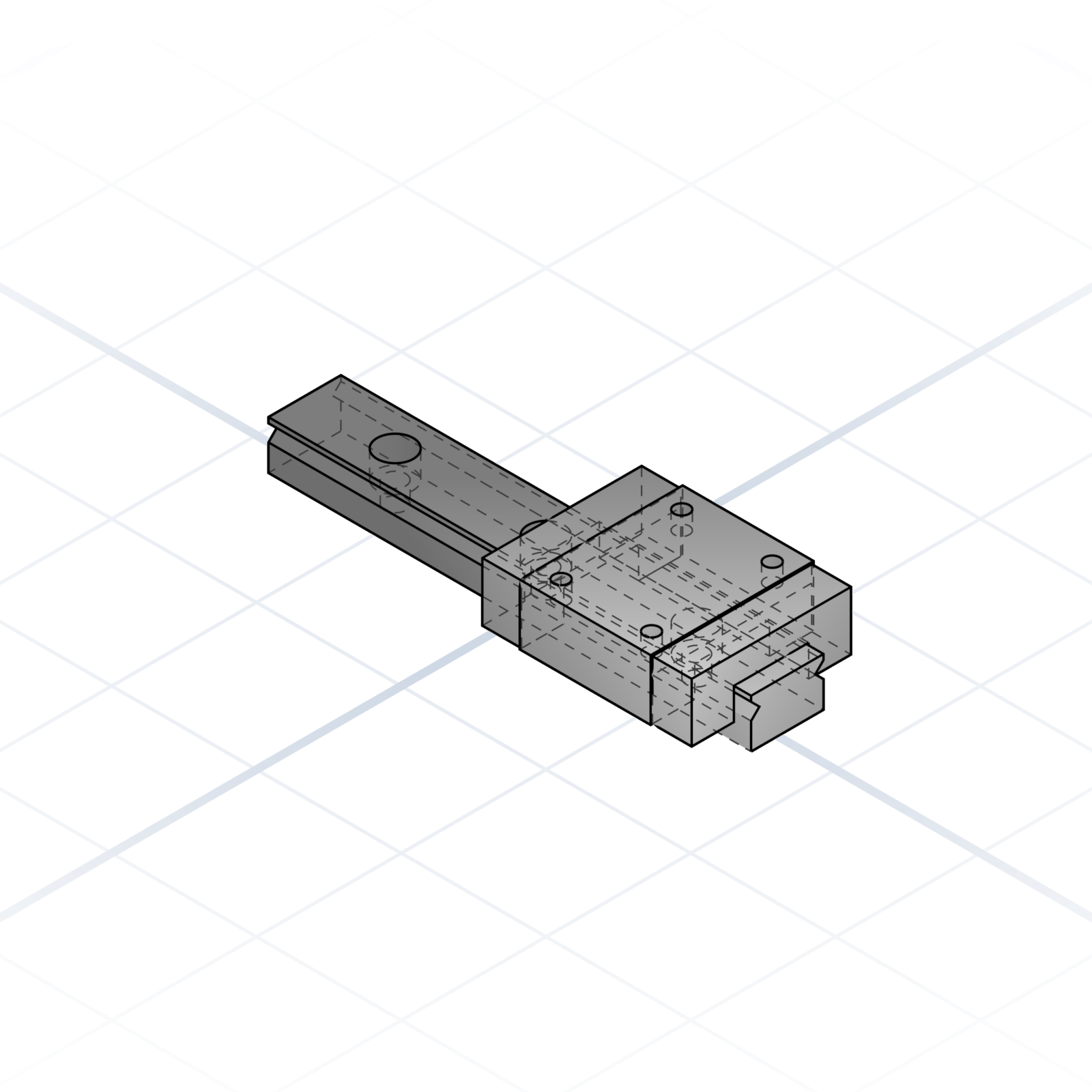
Rail de 12 mm avec chariot MGN12H. Plus rigide et plus silencieux qu'un mouvement sur tige lisse.
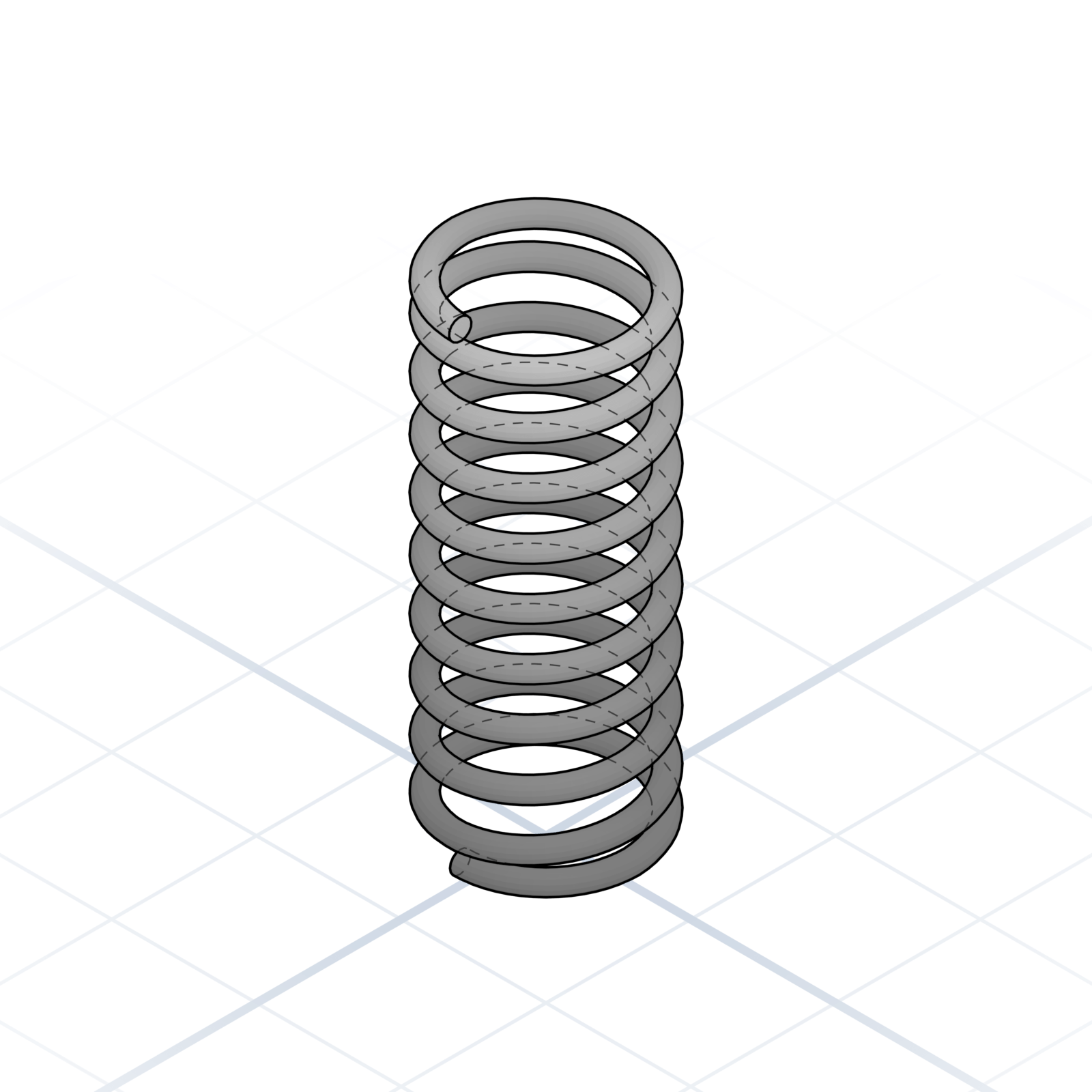
Ressort de compression de 8 mm de diamètre extérieur, 20 mm de haut. Les jaunes sous la plupart des lits de style i3.
Les pièces qui transforment la rotation du moteur en mouvement linéaire. Nommez-les par nombre de dents et par pas, et le kit s'aligne.
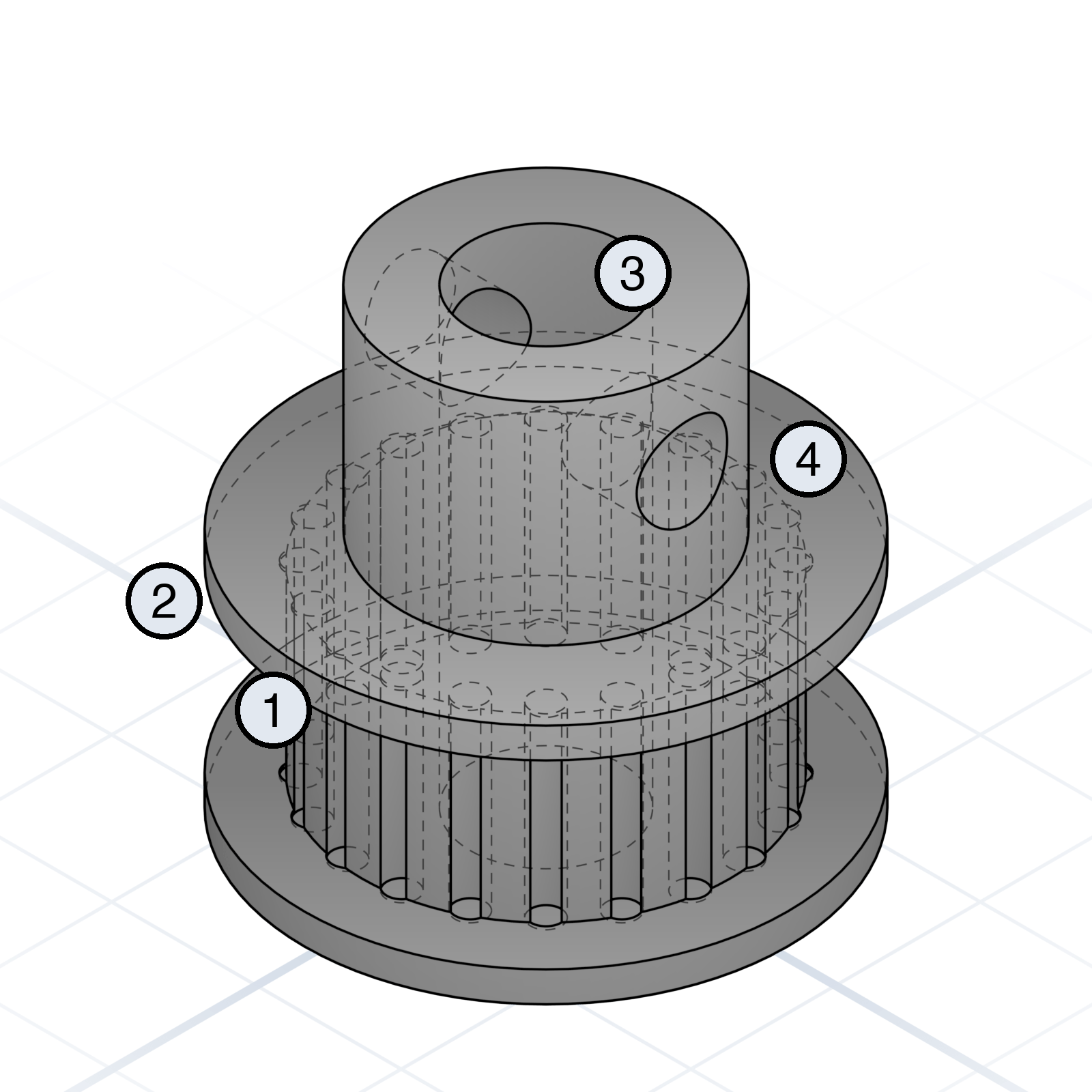
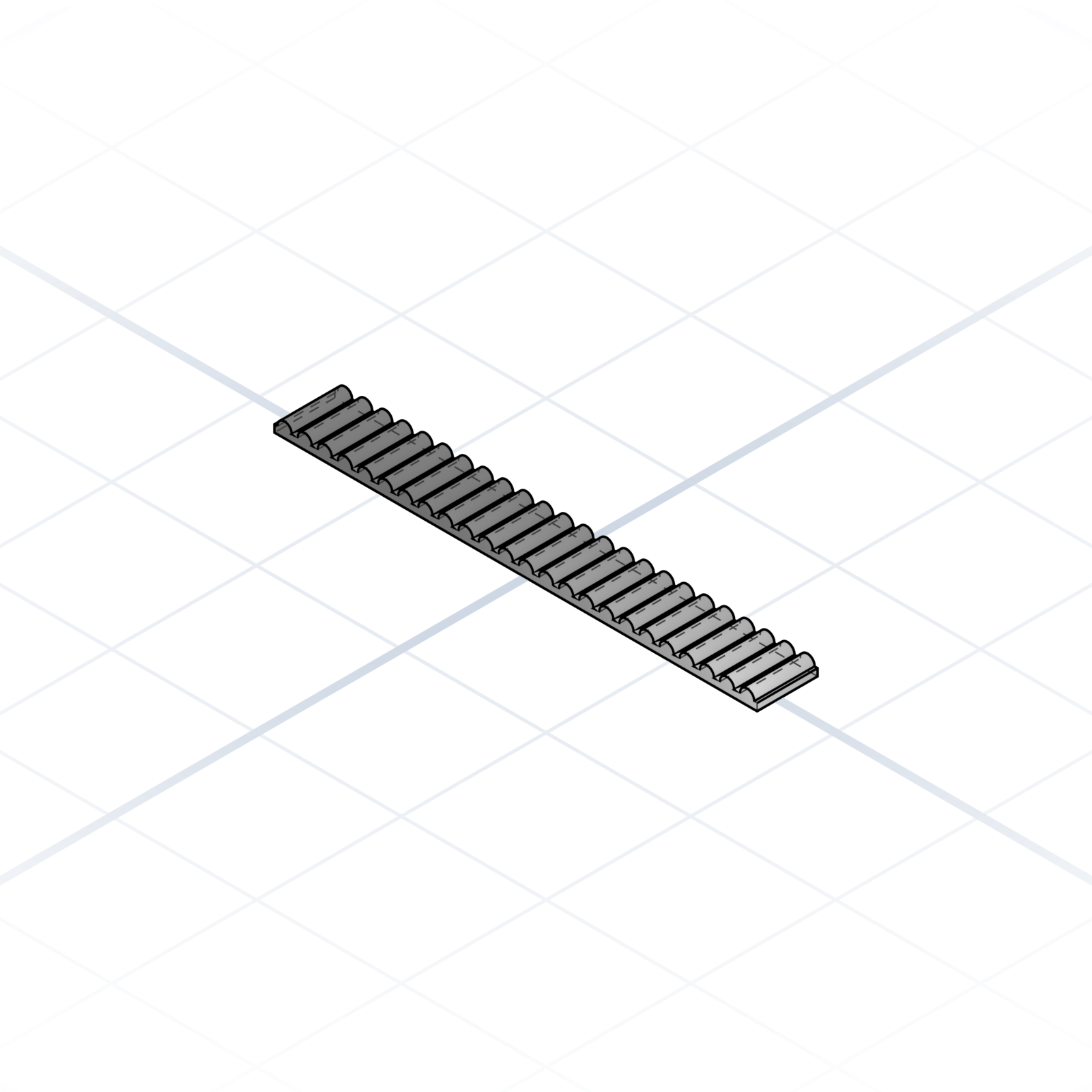
Courroie crantée au pas de 2 mm. 6 mm de large est standard, 9 mm pour des chariots plus lourds. La longueur en boucle compte ; une courroie ouverte se coupe à la taille.
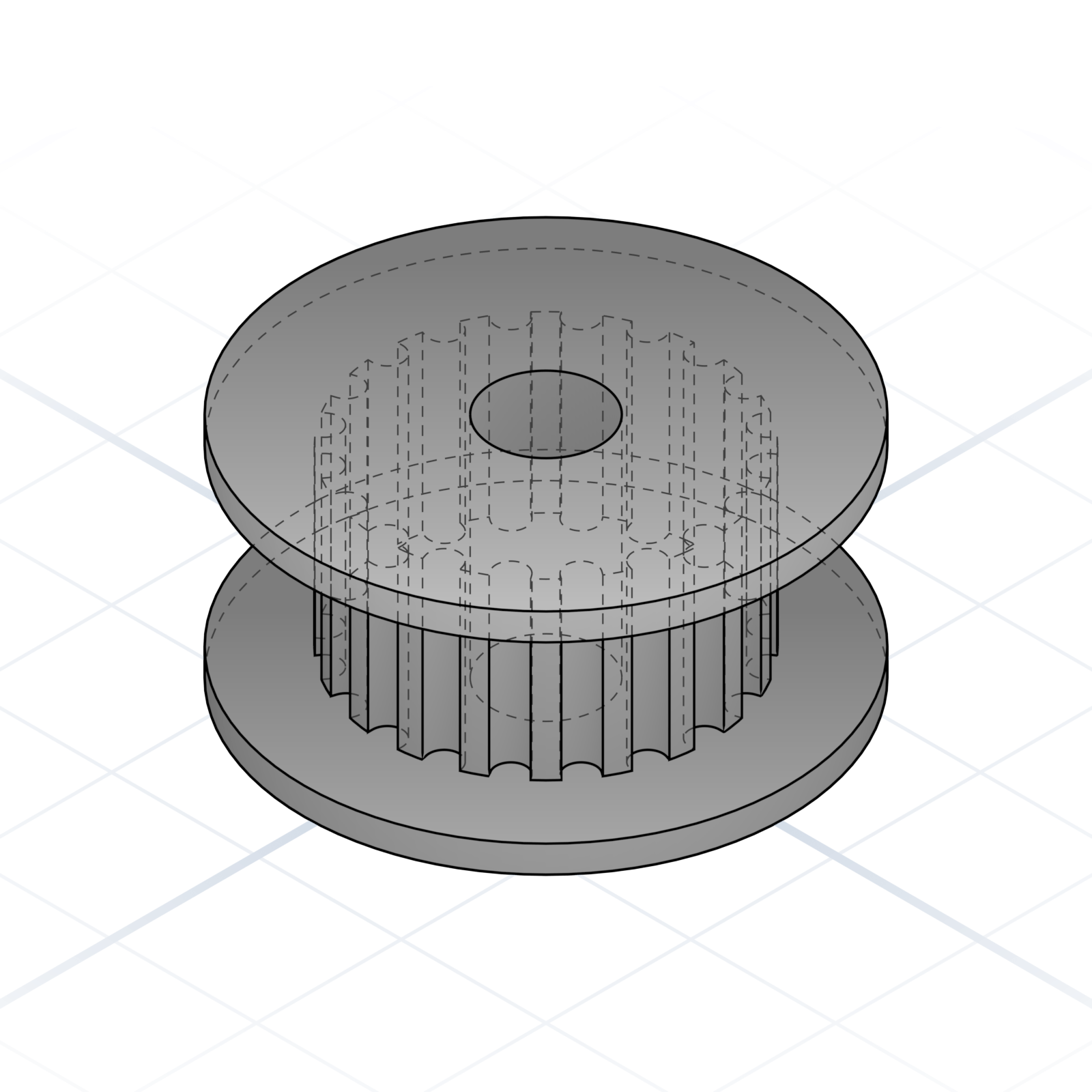
Roulement avec une face dentée GT2. Inverse le sens de la courroie sans que celle-ci glisse sur la roue.
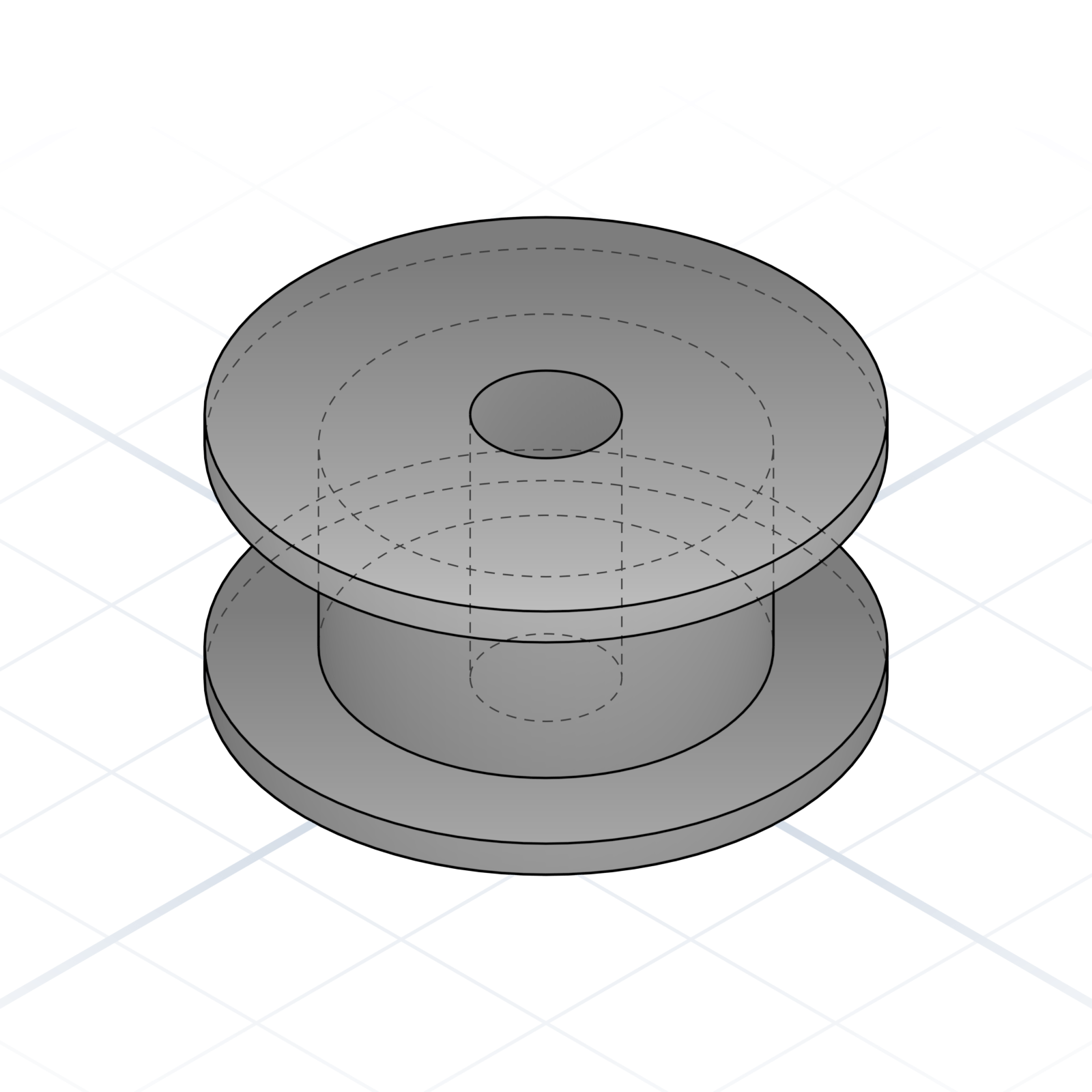
Roulement à collerette avec face plane. Utilisé lorsque l'arrière de la courroie roule sur la roue.
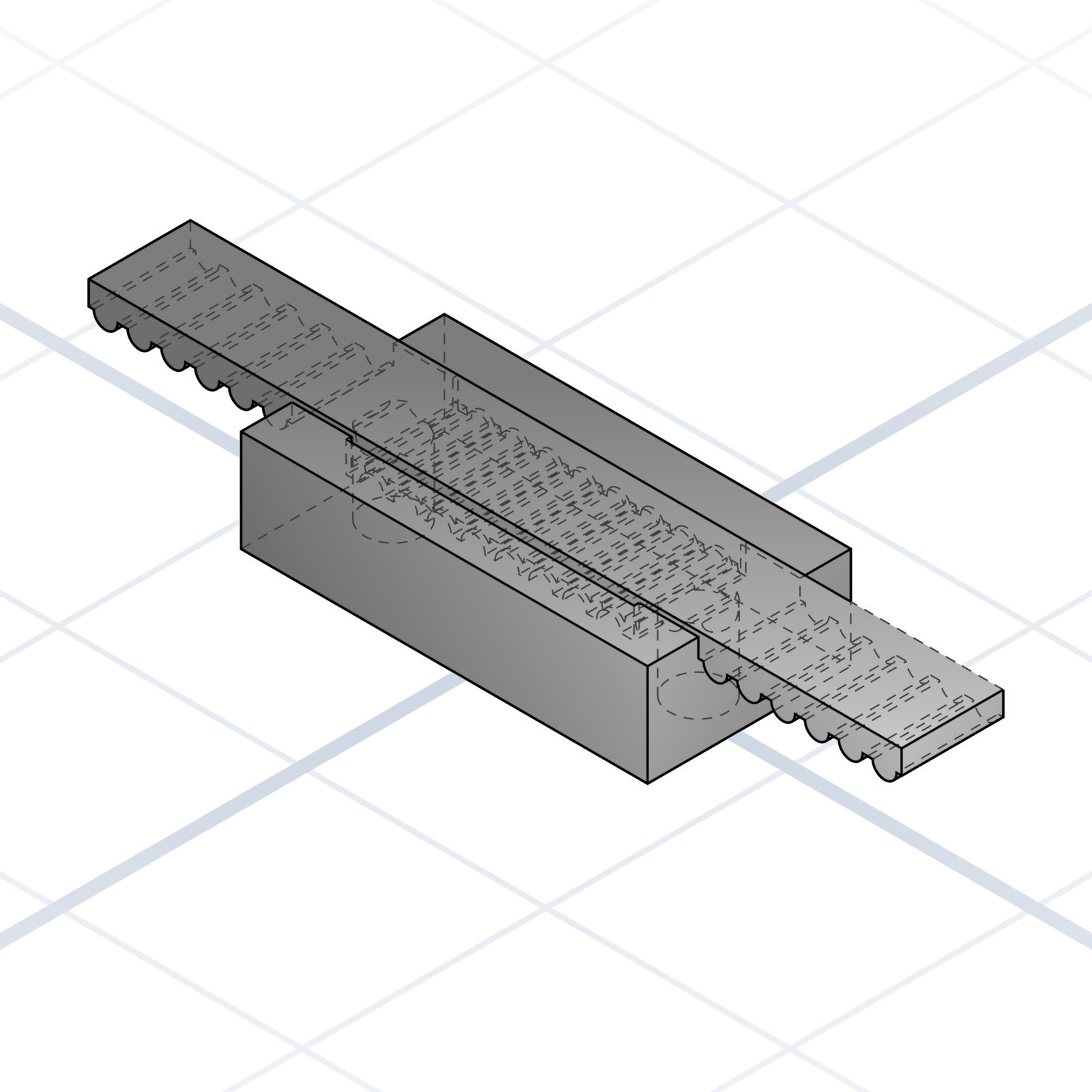
Bloc imprimé avec une fente crantée qui agrippe une courroie GT2 par ses dents. Imprime les dents de la fente au même pas de 2 mm que la courroie, serre avec deux vis M3.
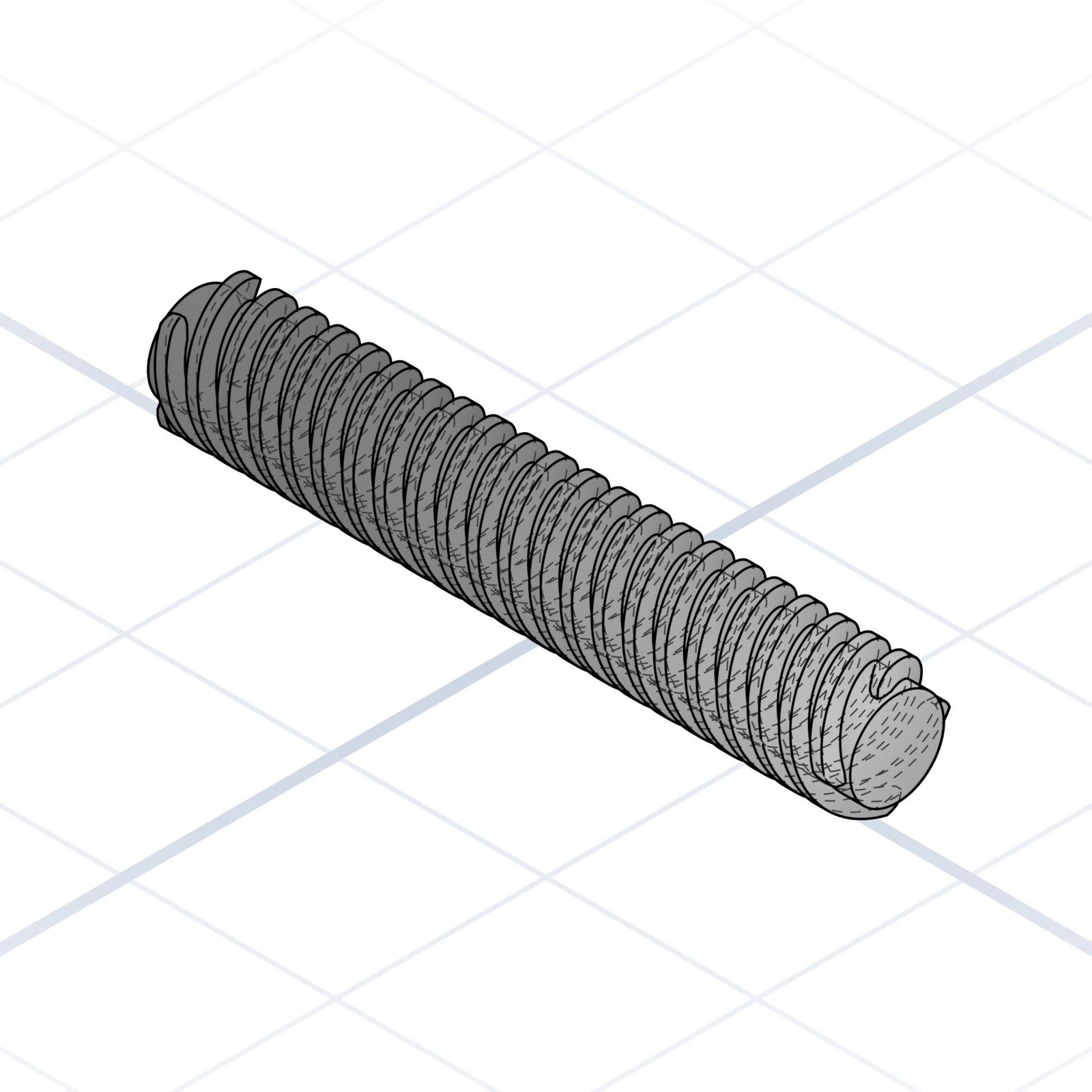
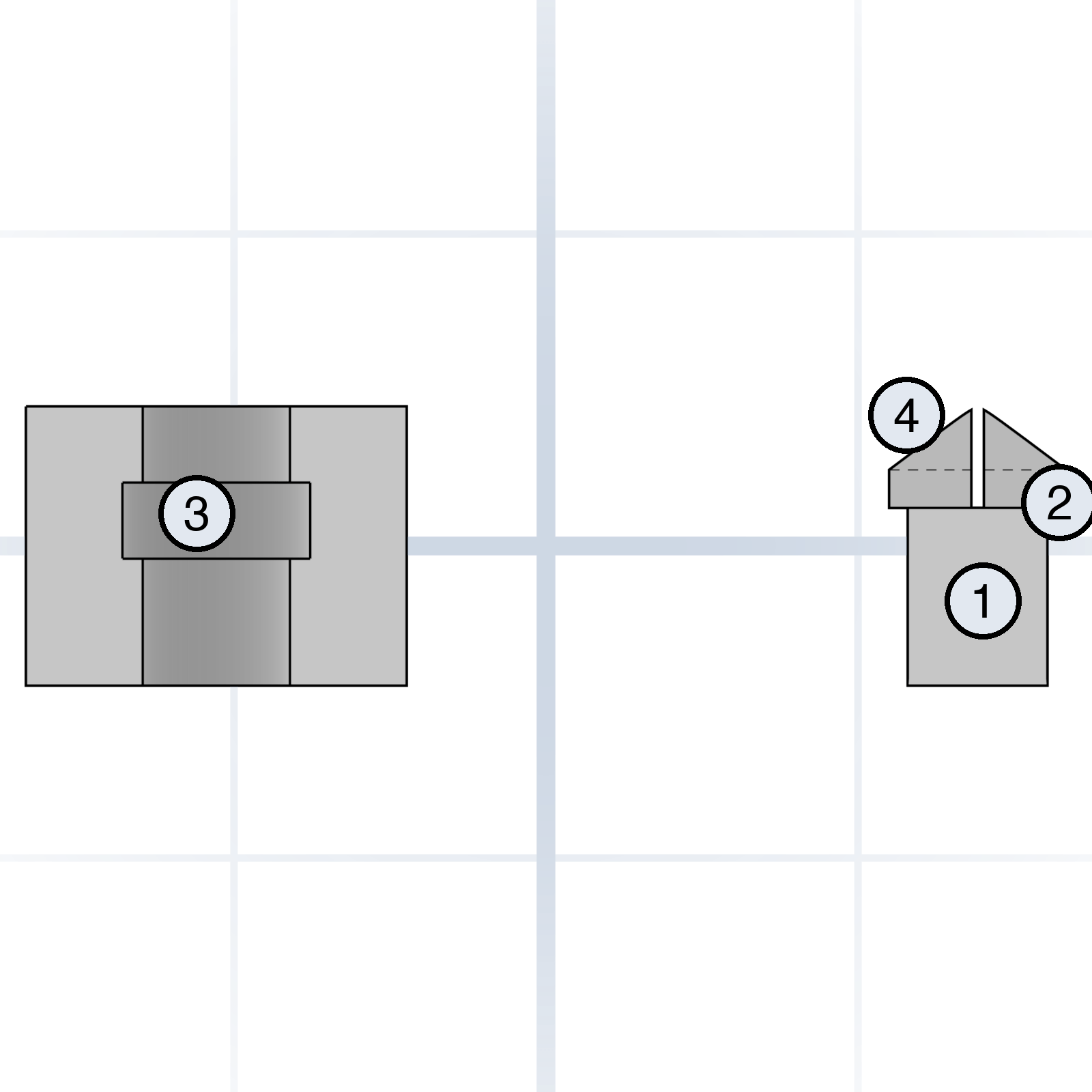
Tige filetée conçue pour faire monter et descendre un écrou en laiton. Ce qui la distingue d'une tige filetée ordinaire est le filet trapézoïdal prononcé et le pas : une T8 à 4 entrées lève 8 mm par tour, idéal pour les axes Z. À utiliser quand quelque chose doit se déplacer, pas seulement se fixer.
L'écrou correspondant à une vis mère T8. Se boulonne sur un chariot imprimé selon un motif de bride de 22 mm et transforme la rotation de la vis mère en mouvement du chariot. La variante anti-jeu possède un second écrou à ressort pour un positionnement sans jeu.
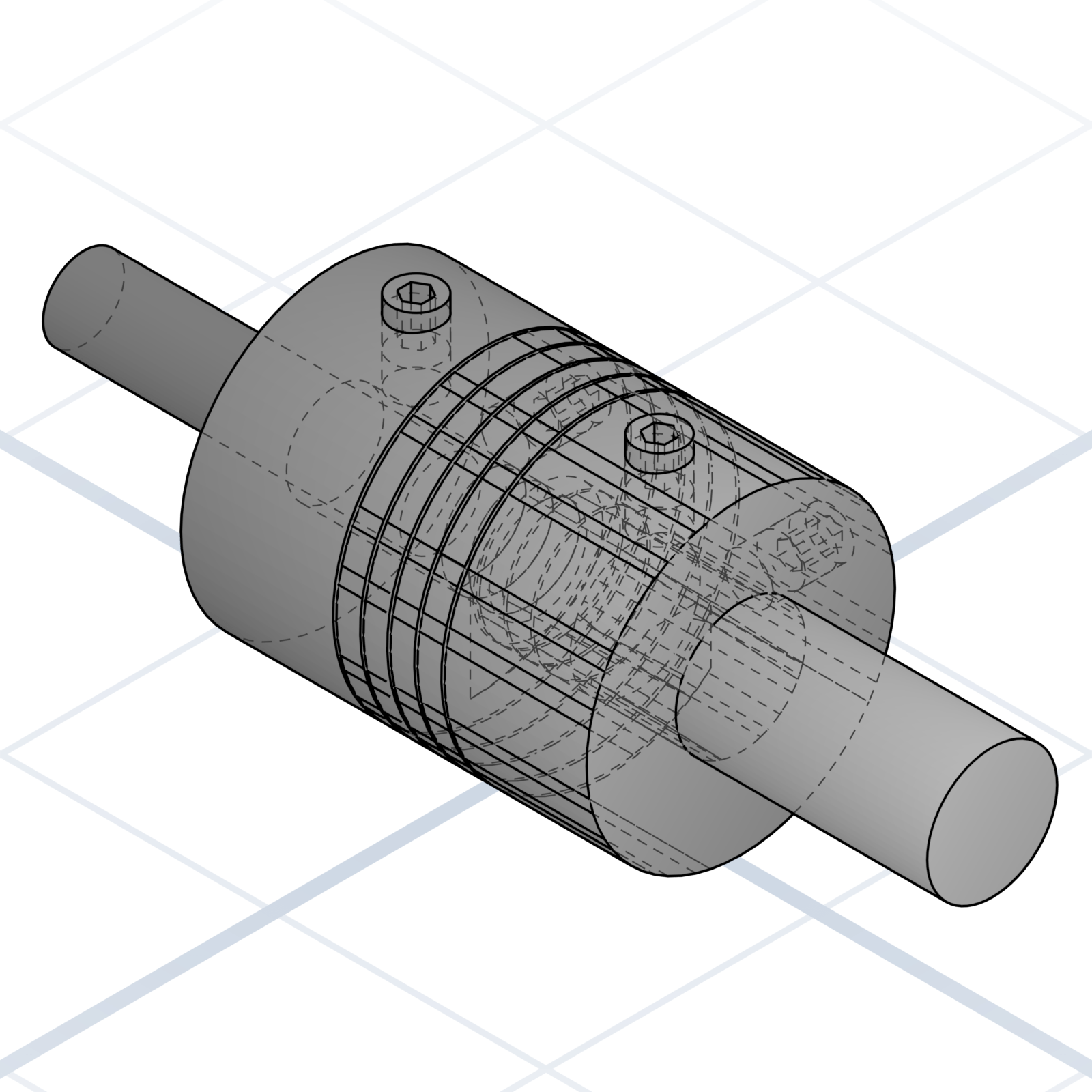
Tube en aluminium fendu qui relie un arbre moteur de 5 mm à une vis mère de 8 mm. Les fentes découpées se flexionnent pour absorber le désalignement afin que la vis ne force pas.
Les cartes, ventilateurs et interrupteurs qui ont besoin d'un logement imprimé. Chacun a un motif de trous fixe : nommez la pièce et les trous suivront.
Pilier imprimé avec un trou pour insert à chaud M3 ou pour auto-taraudage. Indiquez la hauteur, le motif de trous et si la tête s'enfonce dans un lamage.
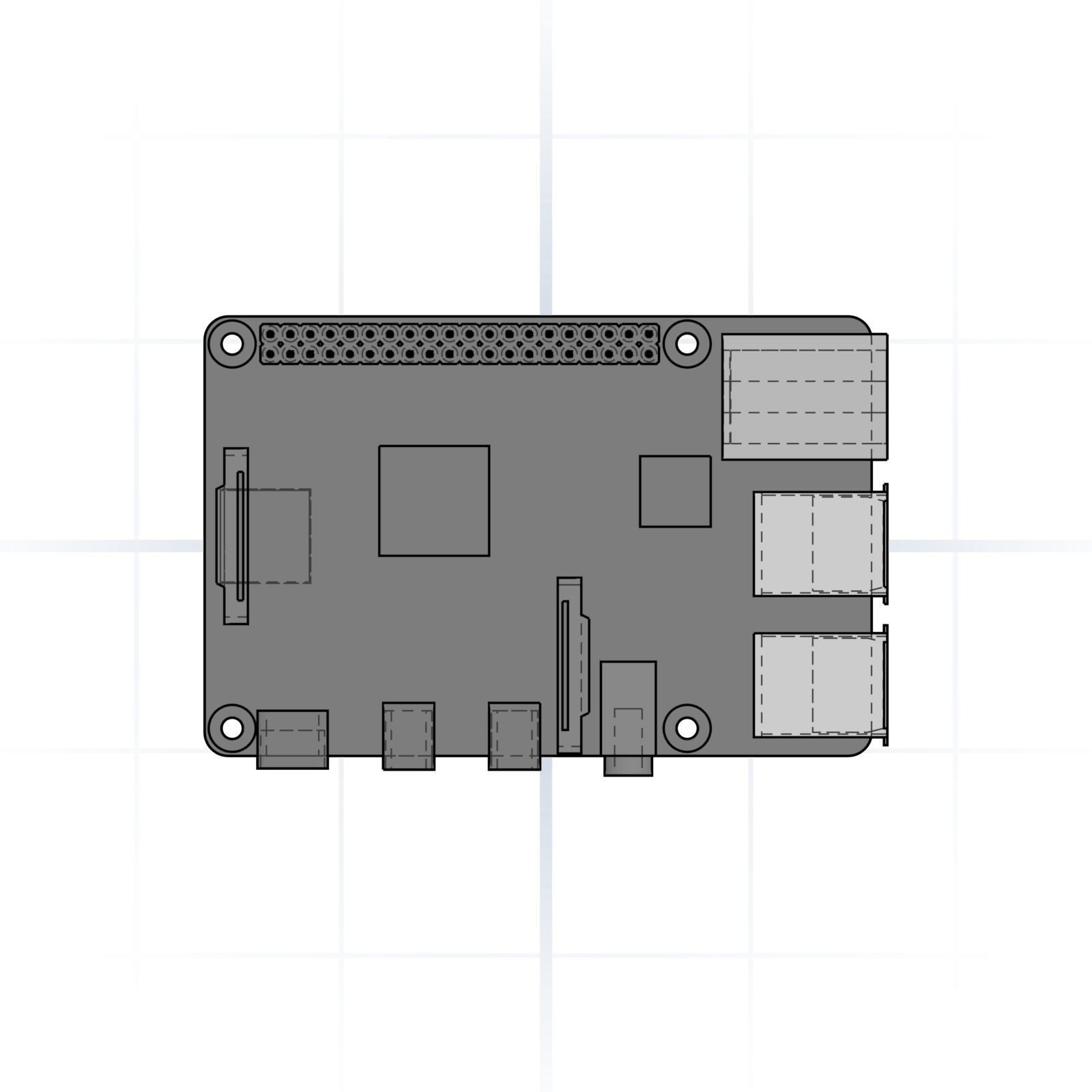
Motif de trous M2.5 de 58 × 49 mm. Dis "Pi 4 mount" ou "Pi 3 mount" (les motifs diffèrent).
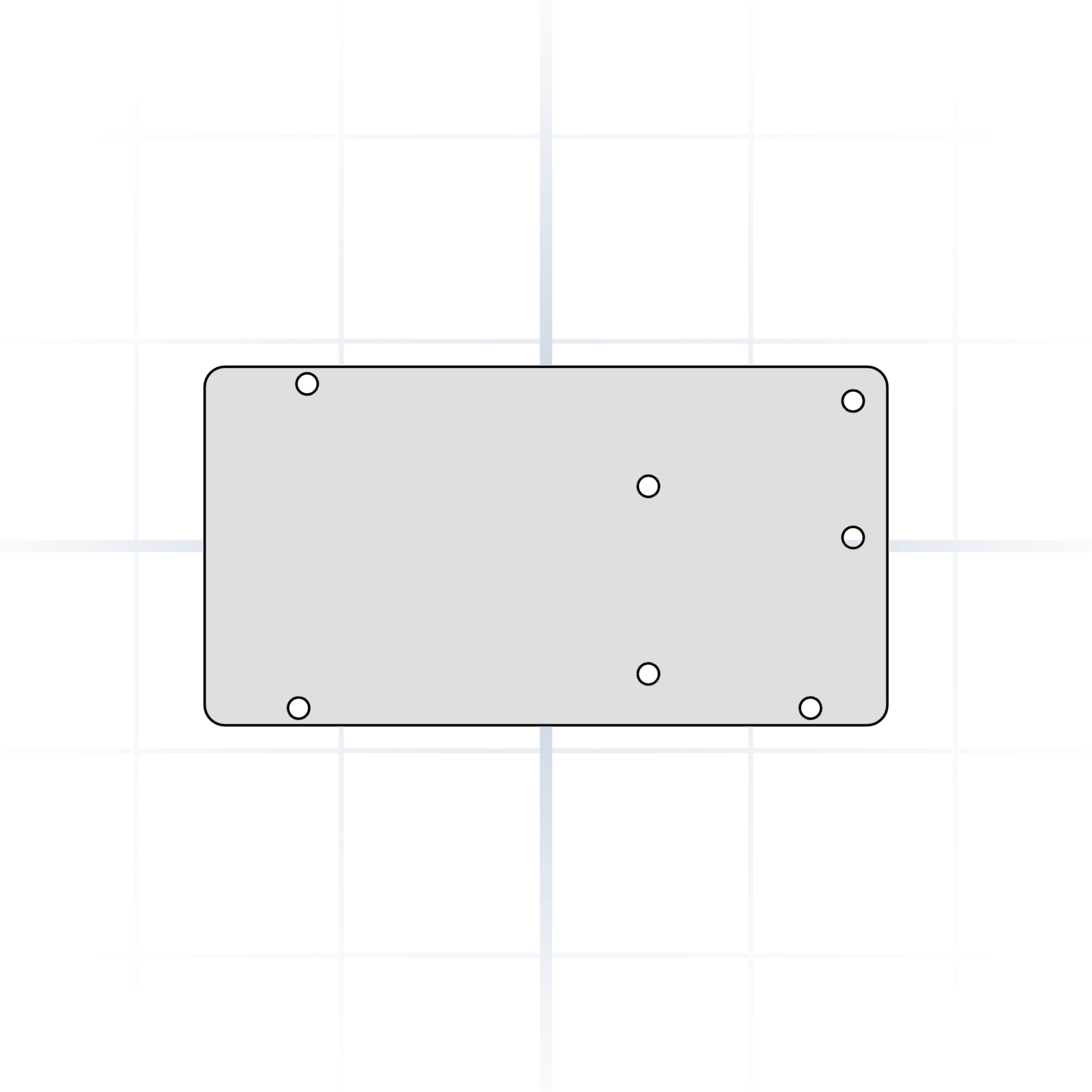
Trous M3 sur le gabarit Arduino Mega. Prend en charge les cartes de commande Ramps 1.4 utilisées dans les anciennes imprimantes.
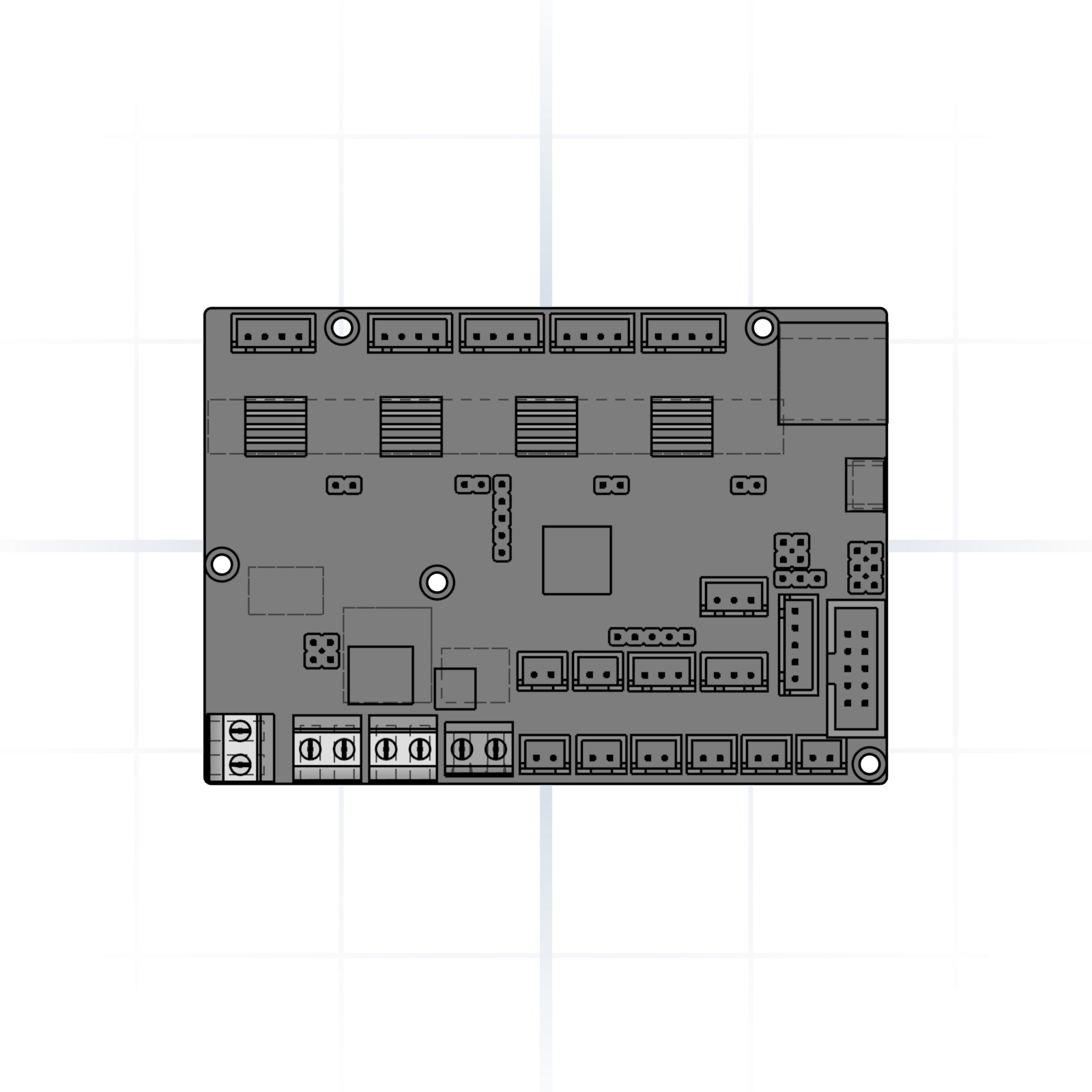
Motifs de trous M3 pour BTT SKR Mini E3 ou MKS Gen-L. Indiquez la révision de la carte ; les brochages et les fixations ont changé selon les versions.
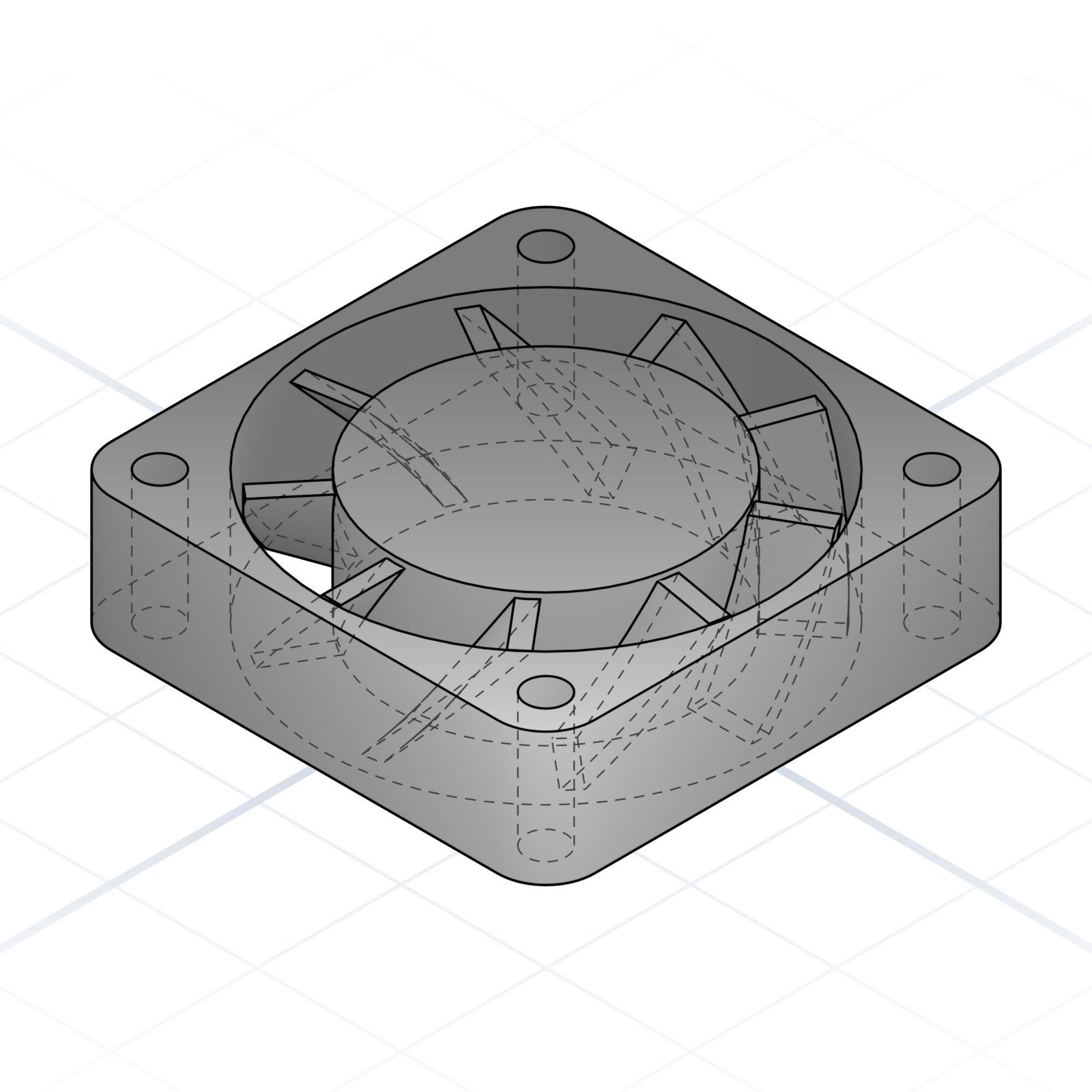
40 × 40 × 10 mm. Trous M3 sur un motif carré de 32 mm. Le standard du refroidissement de la hotend.
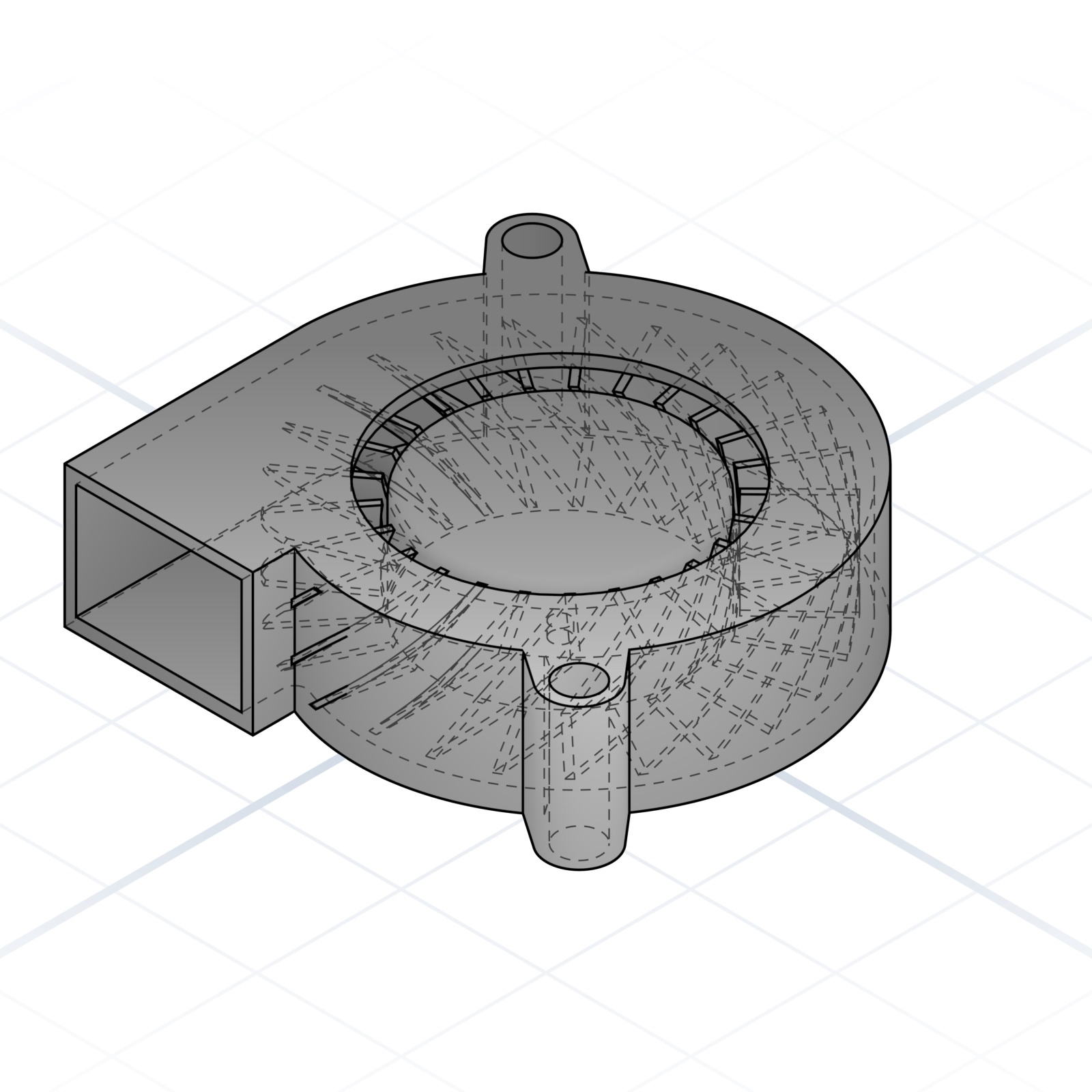
Ventilateur centrifuge 50 × 50 × 15 mm. Deux fixations M3 et une sortie rectangulaire. Le standard du refroidissement pièce.
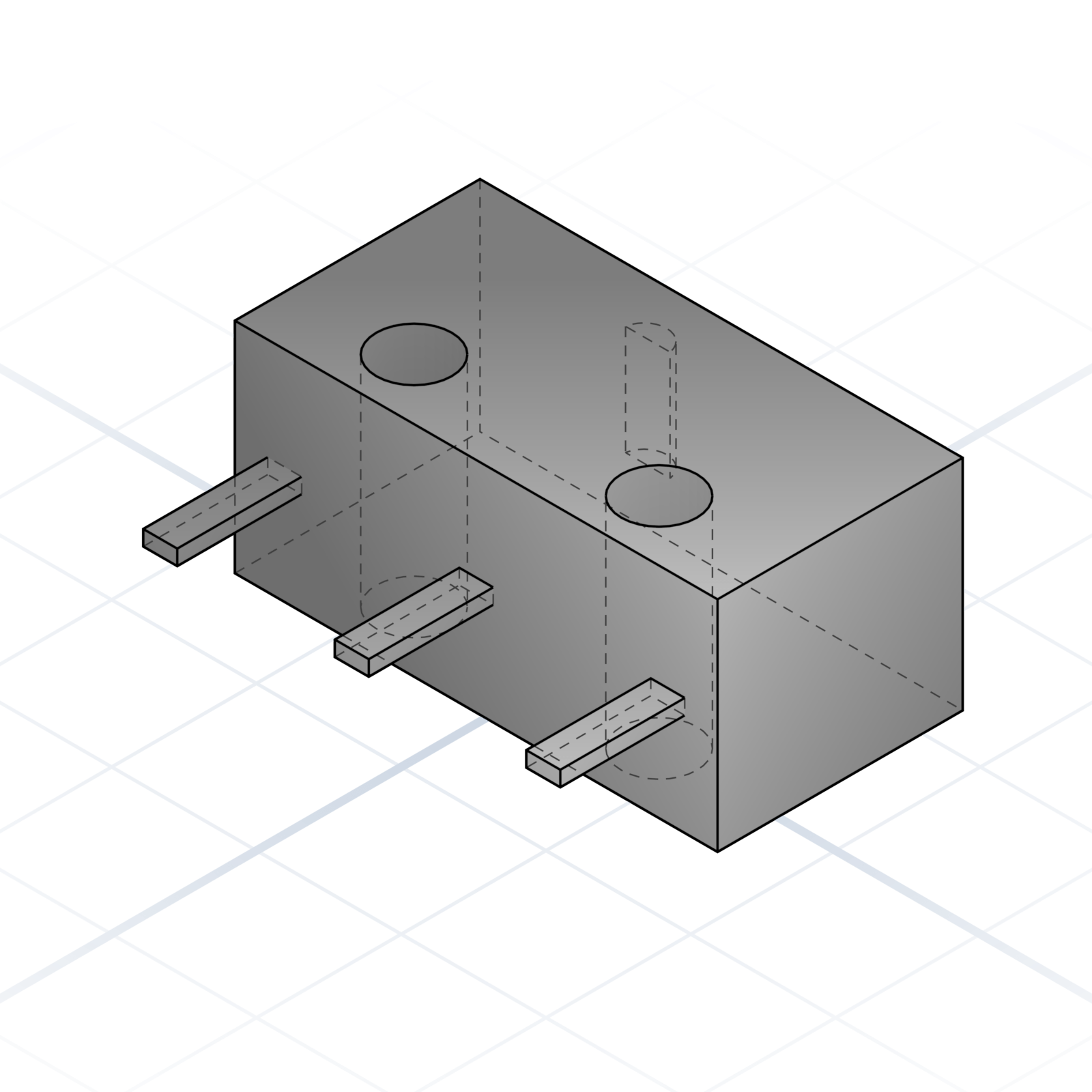
Fin de course Omron D2F. Corps de 6 × 12,8 mm, deux trous M2 espacés de 9,5 mm. Utilisé pour le référencement X / Y / Z.
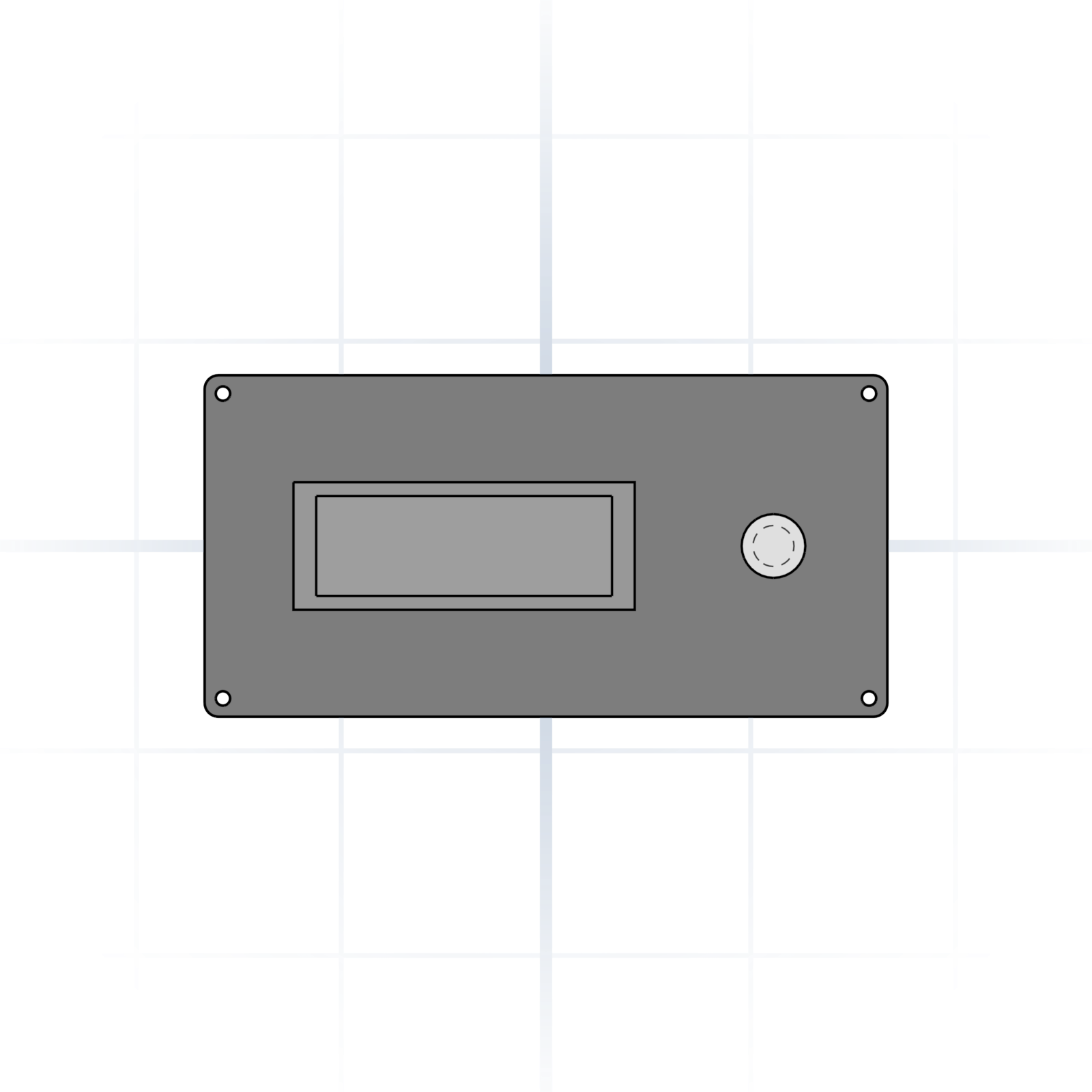
Affichage d'imprimante 128 × 64 avec encodeur rotatif. L'ouverture de panneau standard est d'environ 150 × 75 mm.
Un système de plateaux modulaires de 42 mm. La vraie puissance vient des découpes personnalisées : imprimez un bac façonné exactement pour l'outil qu'il contient, puis posez-le sur la base.
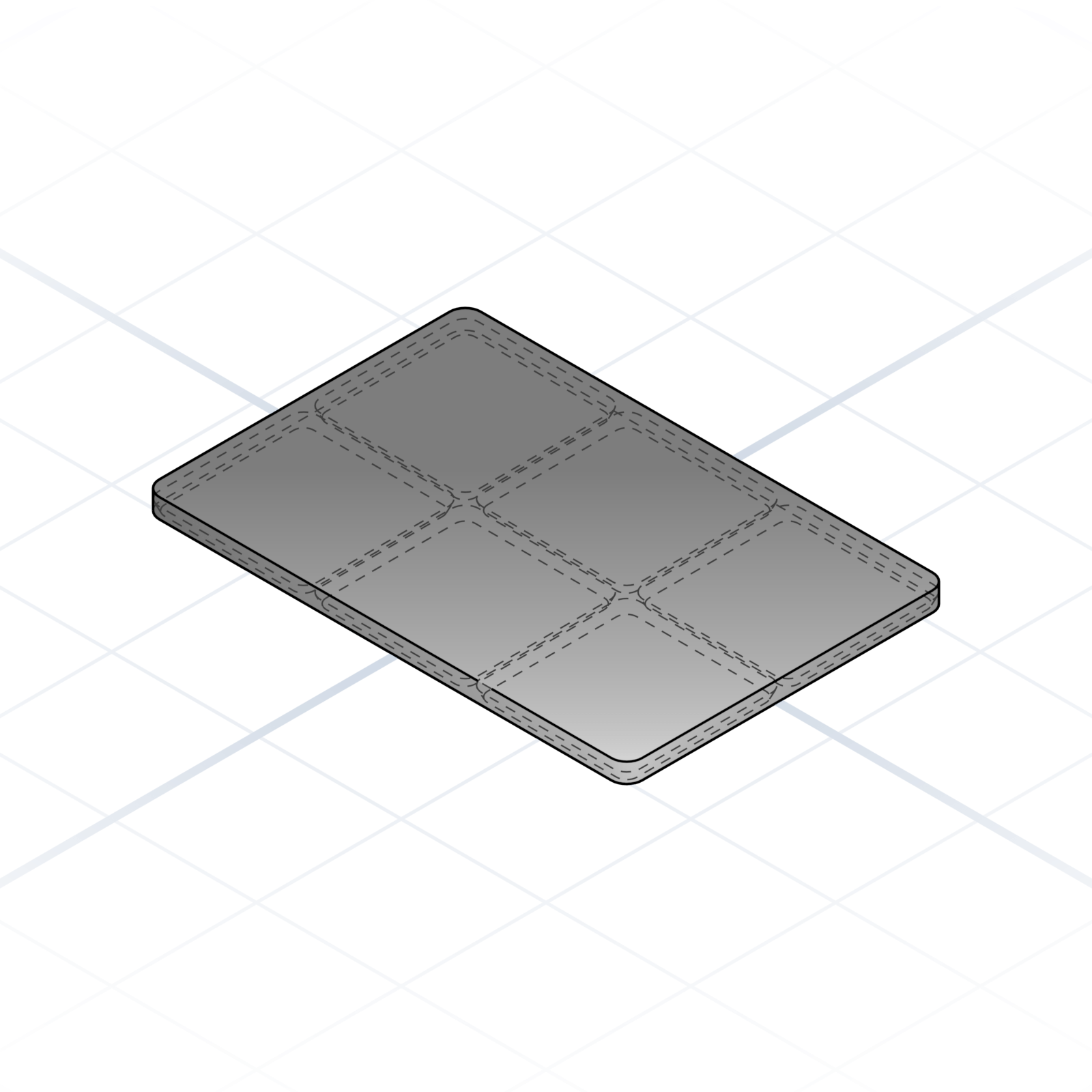
Plateau avec des évidements de 42 mm de pas qui agrippent le pied chanfreiné de chaque bac. Boulonnez-le au fond d'un tiroir et chaque bac a sa place.
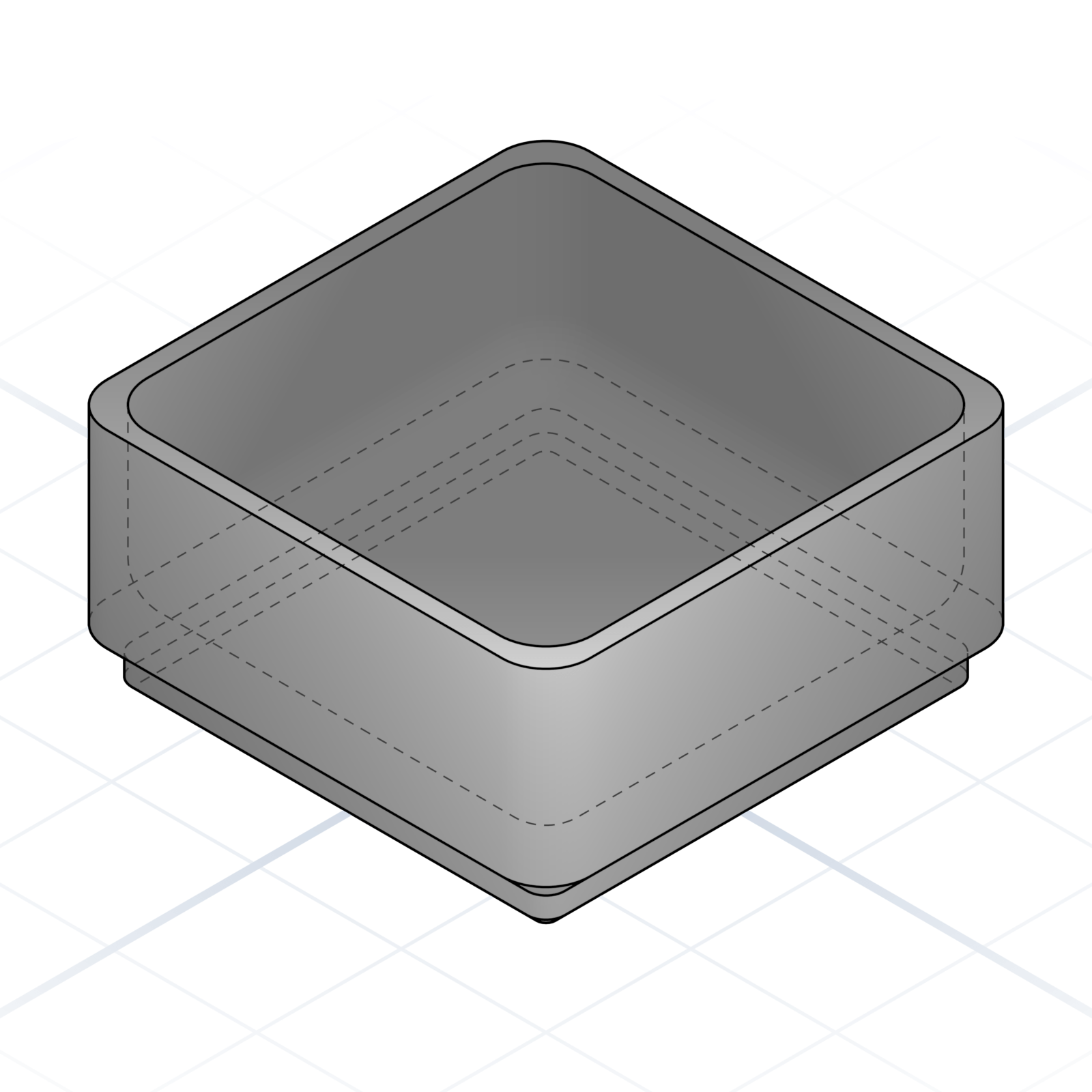
L'unité de base 42 × 42 × 21 mm. NopSCADlib : gridfinity_bin("name", 1, 1, 3) construit la coque, gridfinity_partition() la creuse.
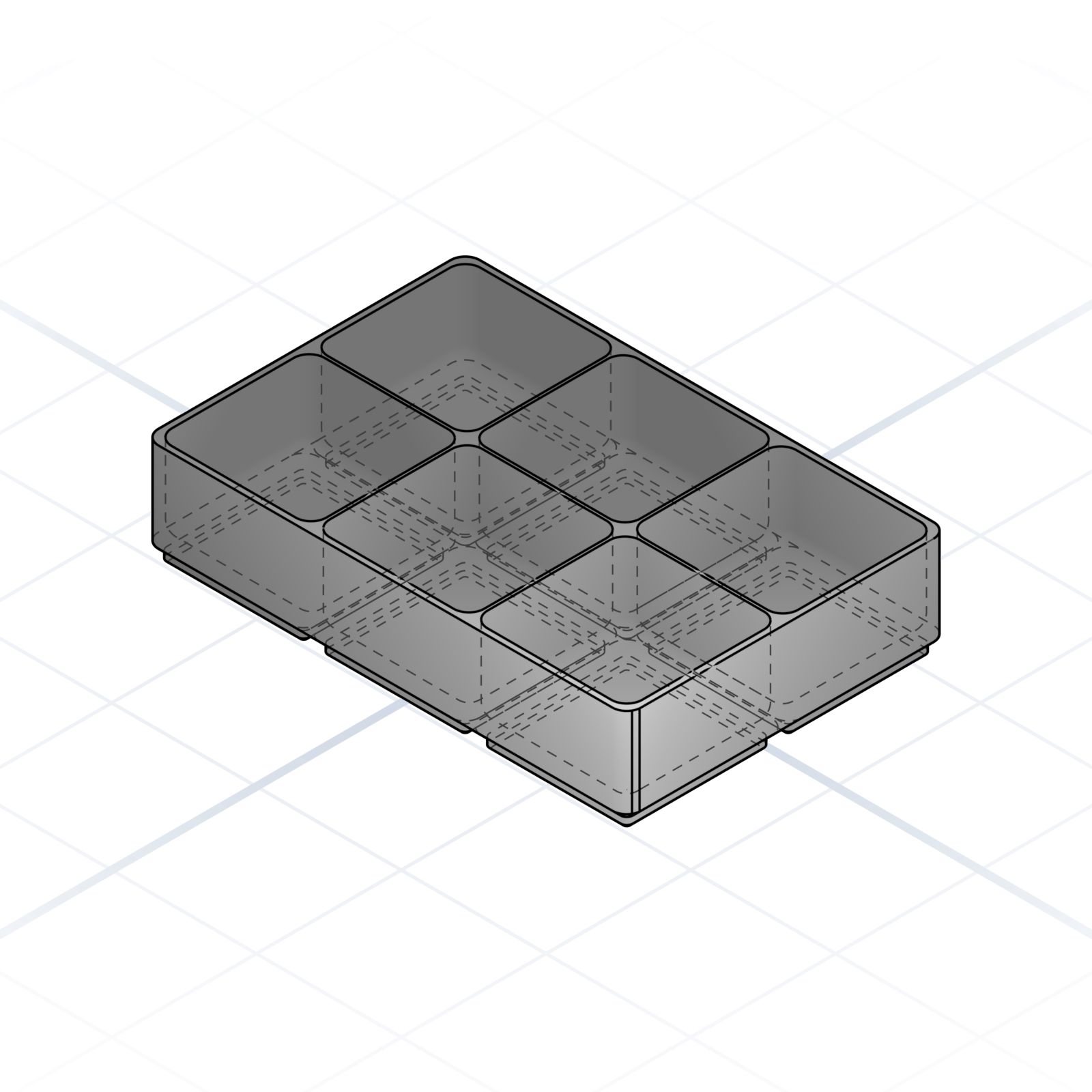
N'importe quelle empreinte rectangulaire fonctionne : 2 × 3, 4 × 1, 5 × 5. Passe (colonnes, lignes, hauteur) au constructeur ; la base reste la même.
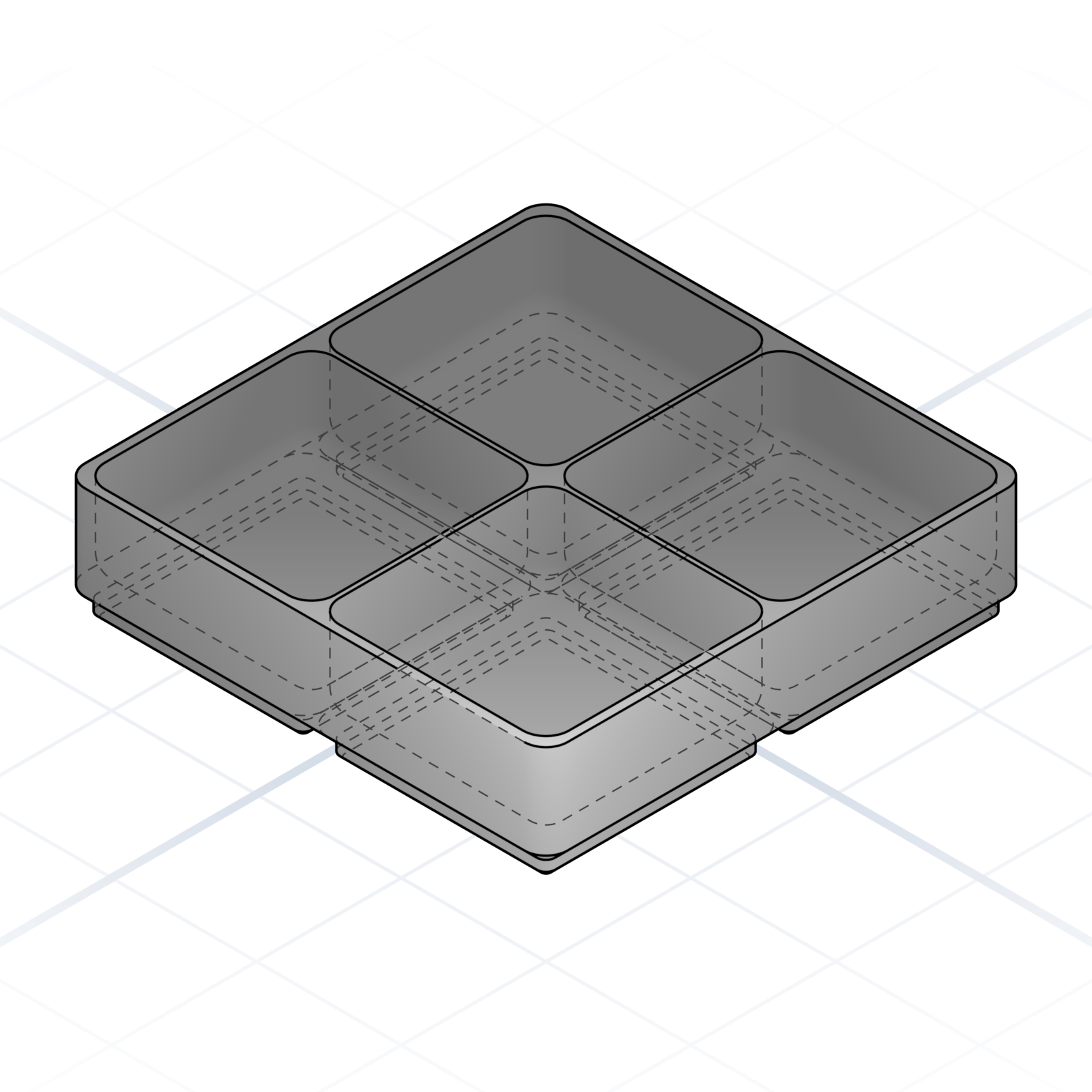
gridfinity_partition(box, cols, rows) creuse l'intérieur en une grille de compartiments. Quatre cellules dans un bac 2 × 2 permettent de trier un assortiment de fixations.
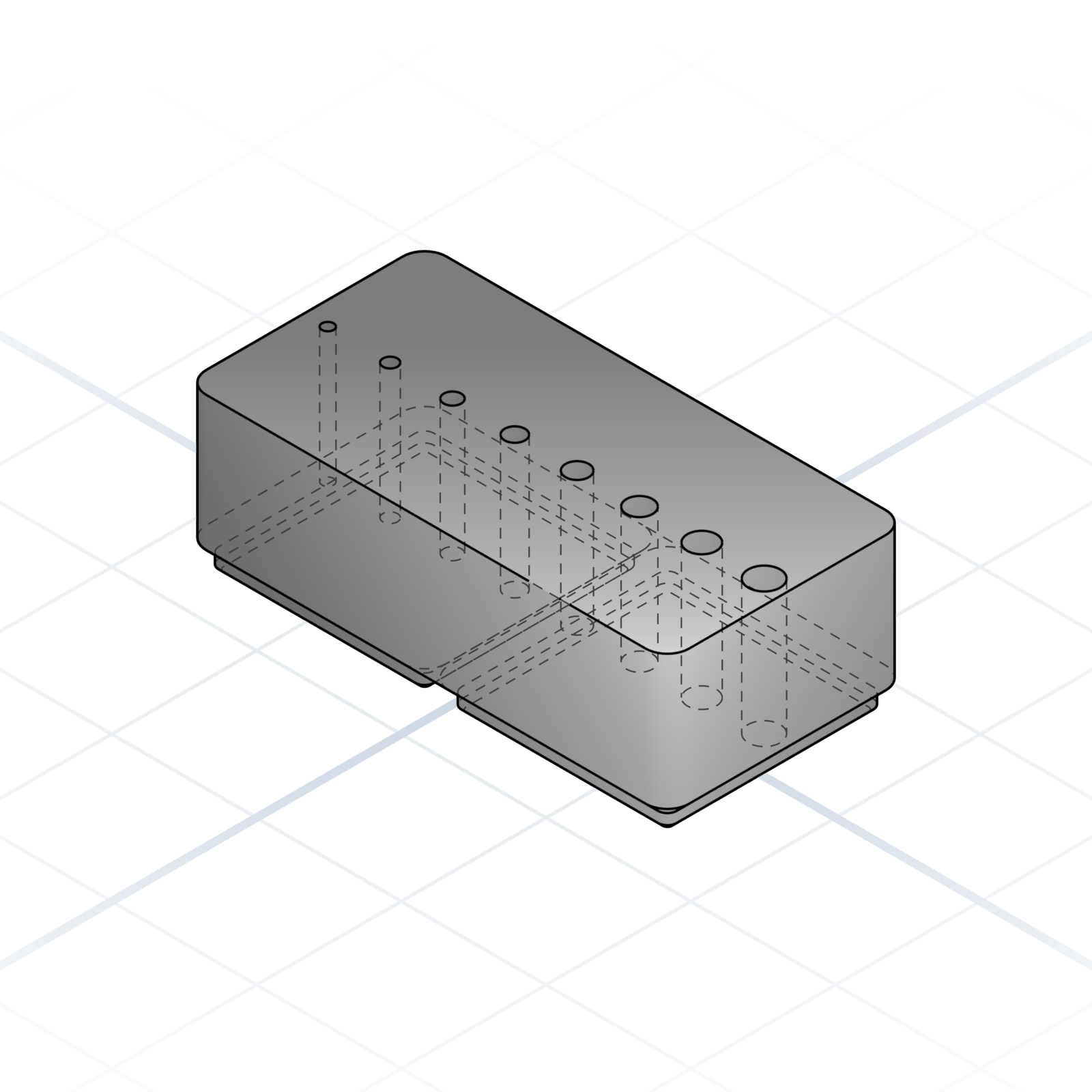
Passe la géométrie de la découpe comme un élément enfant. Une rangée de cylindres gradués donne à chaque embout un emplacement étiqueté. Reprends le motif lathe_tool_stand de NopSCADlib.
Bac avec des logements circulaires dimensionnés pour les manches d'outils. Embouts de tournevis, fraises, pieds à coulisse : chacun a son emplacement et ne roule pas.
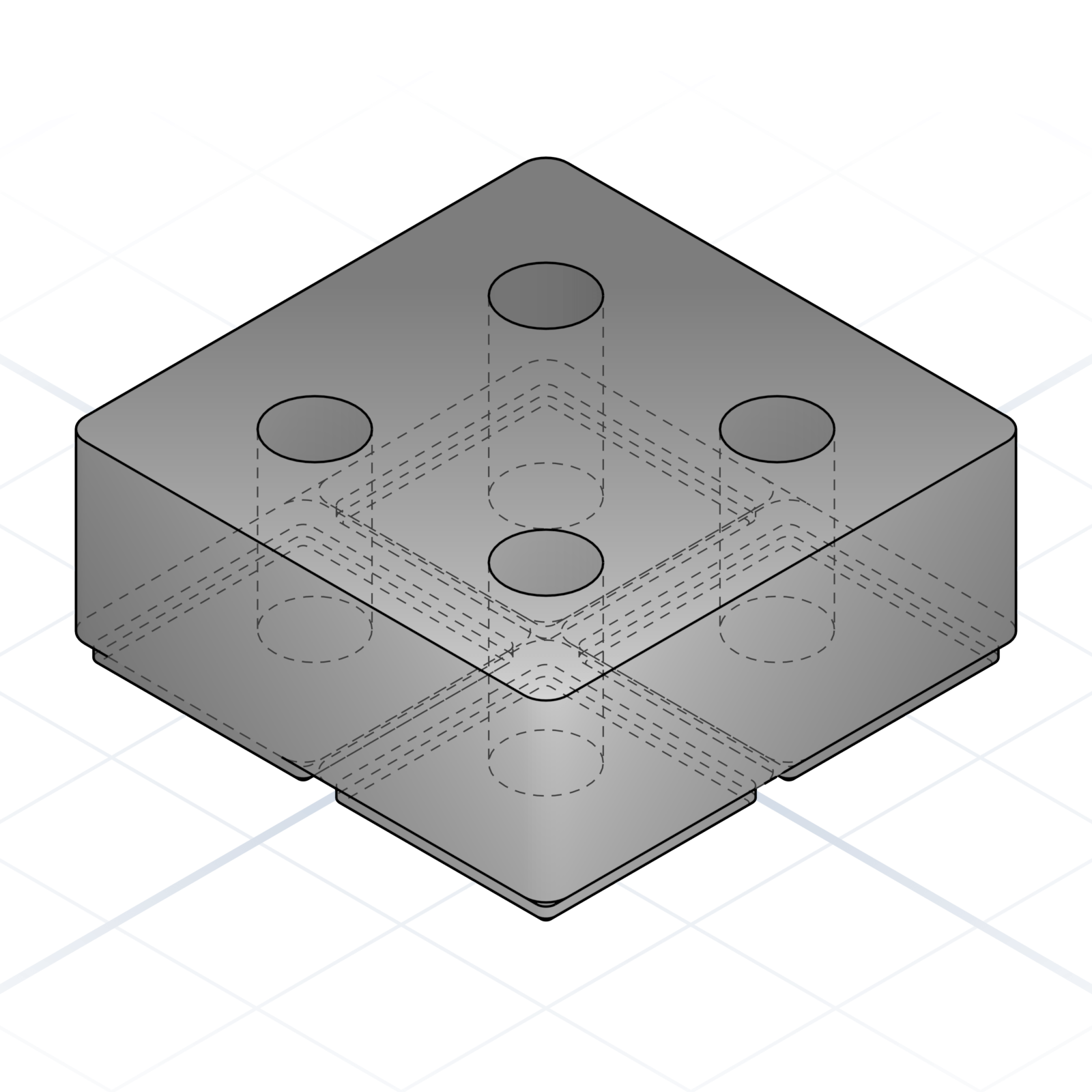
Découpe une seule poche façonnée comme la pièce qu'elle contient : corps de micromètre, multimètre, sonde d'oscilloscope. Le bac devient un gant pour cet outil précis.
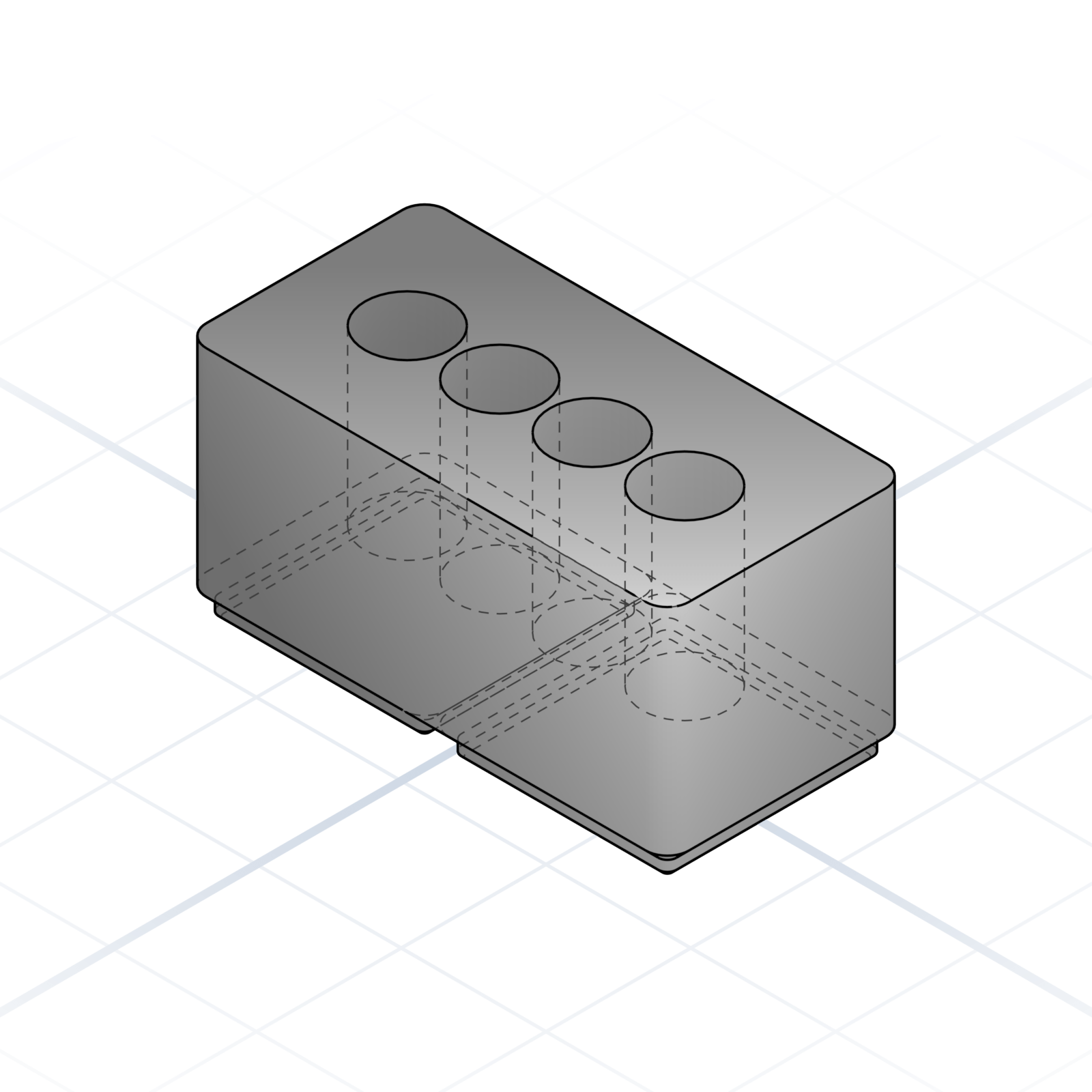
Grand bac avec de profonds trous ronds. Marqueurs, piles AA, cellules 18650, stylos peinture se tiennent debout et ne roulent jamais hors de l'établi.
Chaque filament a sa spécialité. Commencez par le PLA, puis choisissez selon ce que la pièce doit supporter.
Voilà les incontournables. Il en existe plein d'autres (soyeux, mat, chargé bois, phosphorescent, voire chargé métal), mais on en a rarement besoin.
Azurefilm, une boutique slovène. Pas un sponsor, juste une qu'on aime bien.
Choisis des tailles que le plastique imprimé peut réellement tenir. Ce sont les valeurs par défaut vers lesquelles les makers expérimentés se tournent.
M5 est la plus petite taille qui accroche de manière fiable le plastique imprimé. M6 pour les équerres courantes, M8 / M10 pour les assemblages porteurs. Le M3 foire au premier serrage excessif, donc à éviter sauf si tu utilises un insert à chaud.
Un insert en laiton fond dans un bossage imprimé et fournit le filetage. Conçois le bossage avec un diamètre extérieur de 8,5 mm pour M5, 10 mm pour M6. Des parois plus fines se fendent lorsque l'insert fond en place.
Roulements LM8UU, tige chromée de 8 mm. Tout l'écosystème part de cette taille : coupleurs, équerres, vis sans fin s'alignent dessus.
Peu coûteux, abondant, s'imprime dans une poche de 22 mm avec un ajustement par interférence de 0,2 mm. Les 624 / 625 fonctionnent aussi ; en dessous d'un alésage de 4 mm, c'est fragile.
Articulation de 4 mm autour d'une tige acier de 1,75 mm (une chute de filament convient). Valeurs par défaut de knuckle_hinge() de BOSL2. Des articulations plus petites se fendent ; plus grandes gaspillent du plastique.
Profilé aluminium 20 × 20 mm avec rainure en T de 6 mm. Les écrous en T M5 s'y insèrent directement. 3030 si tu as besoin de plus de rigidité.
Pas de 2 mm, largeur 6 mm. Poulies 16T ou 20T sur un axe de 5 mm. Tout ce qui est plus lourd qu'une tête d'impression veut une largeur de 9 mm.
Tête de 7 mm, 11 mm de long au total. Le connecteur à pousser-cliquer entre deux pièces imprimées. Remplace une vis pour des assemblages peu sollicités. En dessous d'une tête de 5 mm, les pétales deviennent fragiles ; au-dessus de 10 mm, c'est une vis en puissance.
Parler à l'IA, puis passer le modèle au slicer : quoi dire, et quoi régler avant que la buse ne bouge.
Tout n'est pas une pièce. Demande une créature, dépose une photo, ou mélange des formes organiques dans un assemblage CAO, l'IA choisit le bon moteur.
"Un teckel." "Un petit dragon." "Un humanoïde dans une pose de course." Mentionne une créature ou un personnage et l'IA bascule vers le moteur organique, pas besoin de primitives CAO. Attention : les formes organiques n'exposent pas de paramètres, donc pas de curseurs ni de molettes.
Téléverse une photo de ton chien, un croquis ou une image de référence. L'IA construit un modèle 3D qui reflète le sujet.
"Un socle de 10×10×3 mm avec un chien qui danse dessus." L'IA construit la base géométrique et la figure organique ensemble dans un seul modèle. Bonus : la moitié CAO peut toujours exposer des paramètres, même quand la figure organique ne le peut pas.
Comment demander la couleur. Le mode organique peut texturer ou découper le maillage en segments de couleur ; le mode CAO n'a pas de textures, mais chaque pièce peut avoir sa propre couleur.
"Un dragon avec des écailles." "Un tabouret en bois avec son veinage." Le moteur organique intègre le détail de surface dans le maillage, il en sort un GLB coloré que tu peux rendre ou afficher.
"Colorer les ailes du dragon en rouge et le corps en bleu." Le résultat est livré sous forme de corps séparés, prêts à être peints par région dans un slicer multicolore (AMS, MMU, Palette).
La CAO n'a pas de textures, mais chaque pièce peut recevoir une étiquette de couleur. Utile pour la prévisualisation, et les slicers répartissent chaque couleur sur son propre filament pour l'impression multicolore.
Les nombres sans contexte ne sont que des suppositions. Fixez-les d'emblée.
Parois ≥ 1,2 mm — en dessous, ça se fend. Les ponts de 2 mm et plus se franchissent proprement. Les surfaces à moins de 45° de la verticale s'impriment sans supports.
"Vis à tête cylindrique M5", "M5 fraisée", "roulement 608". Le nom standard porte toutes les dimensions — pas besoin de tout énoncer.
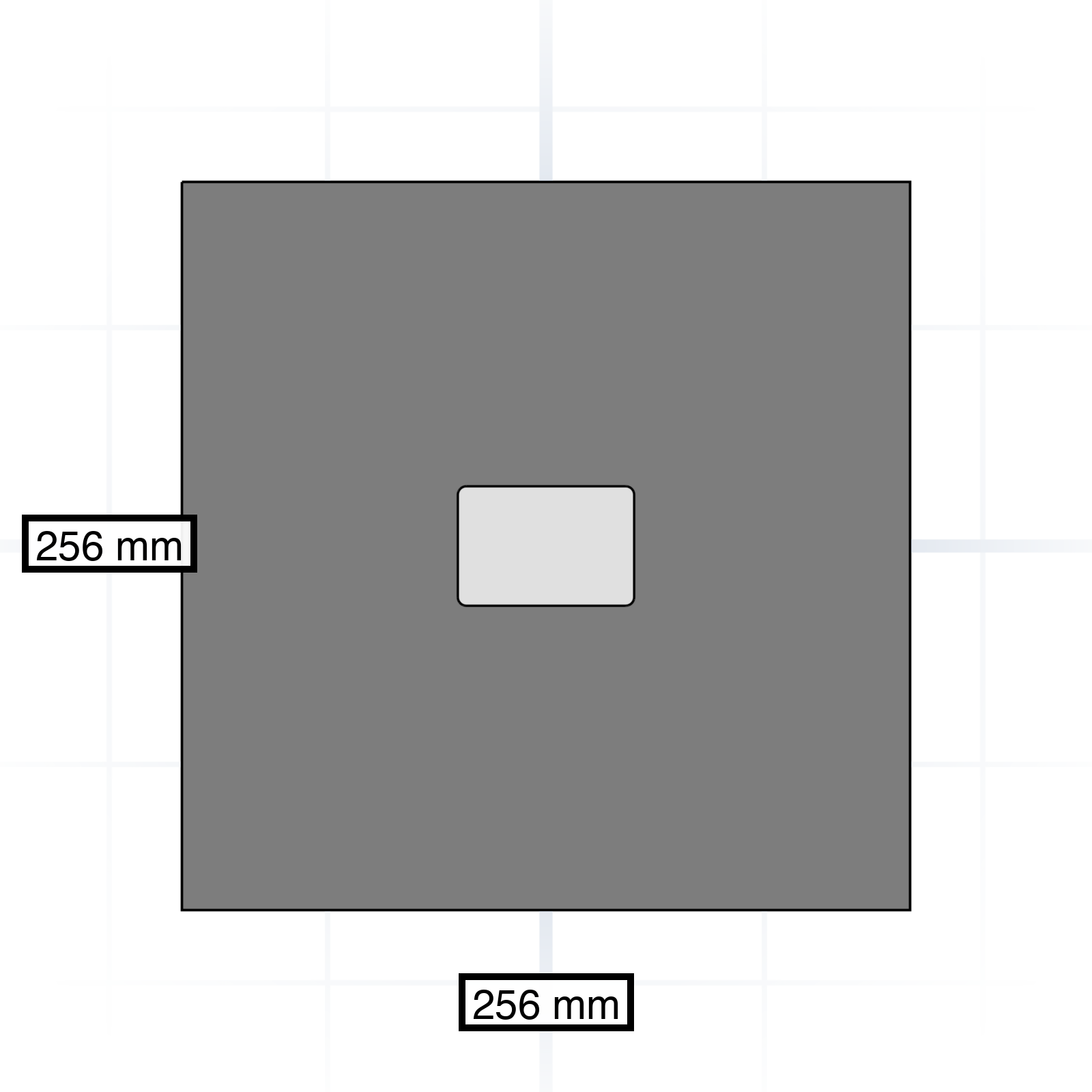
"Tient sur un plateau de 256 × 256 mm." Un plateau d'impression indiqué empêche le modèle de dériver vers des dimensions absurdes.
L'emplacement d'une pièce compte pour la moitié de sa description. Ancre chaque pièce à quelque chose de concret.
"Centré sur la face supérieure" ne laisse place à aucune ambiguïté. "Près du haut" si.
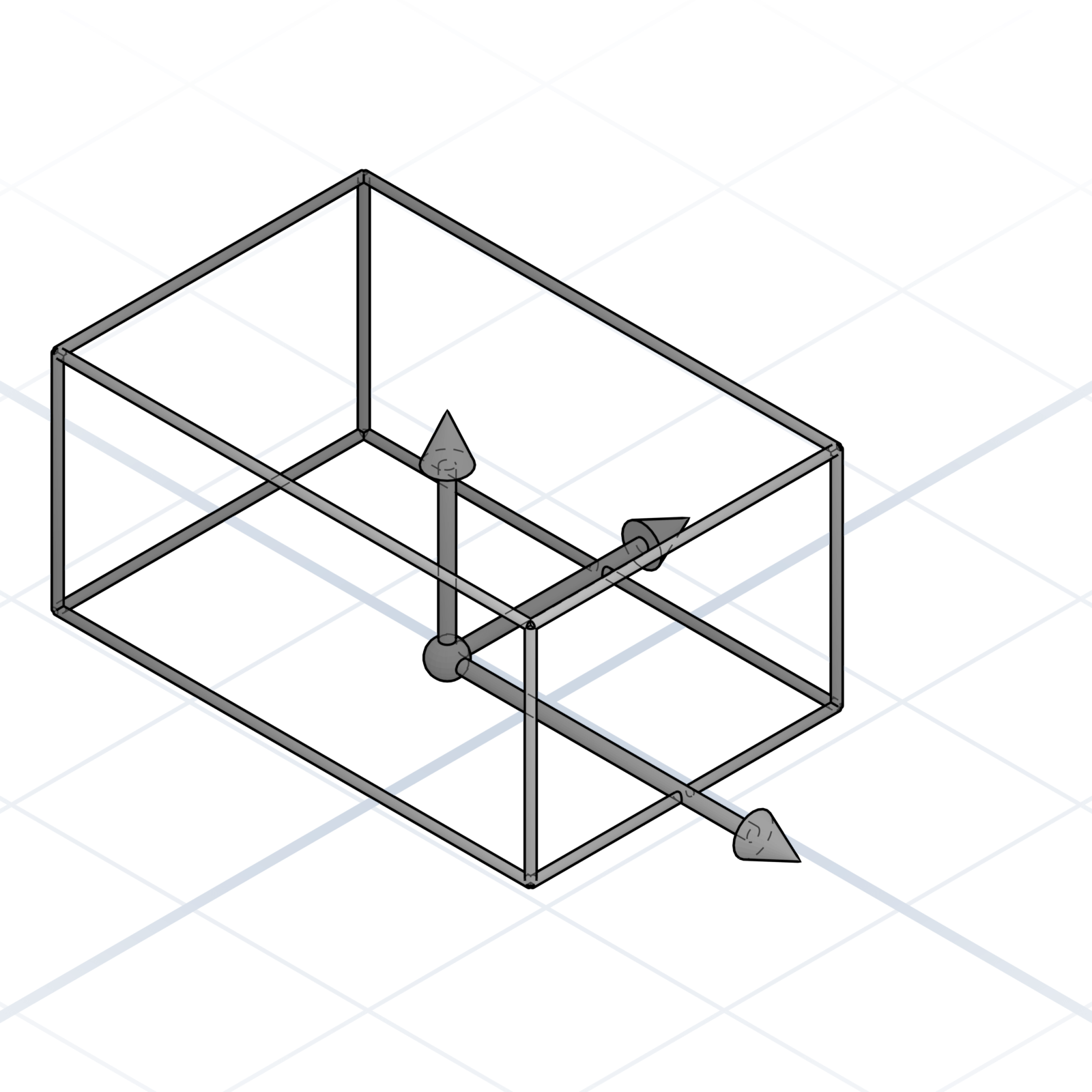
Indique où se trouve (0,0,0). Le centre en bas est le point de départ le plus adapté à l'impression.
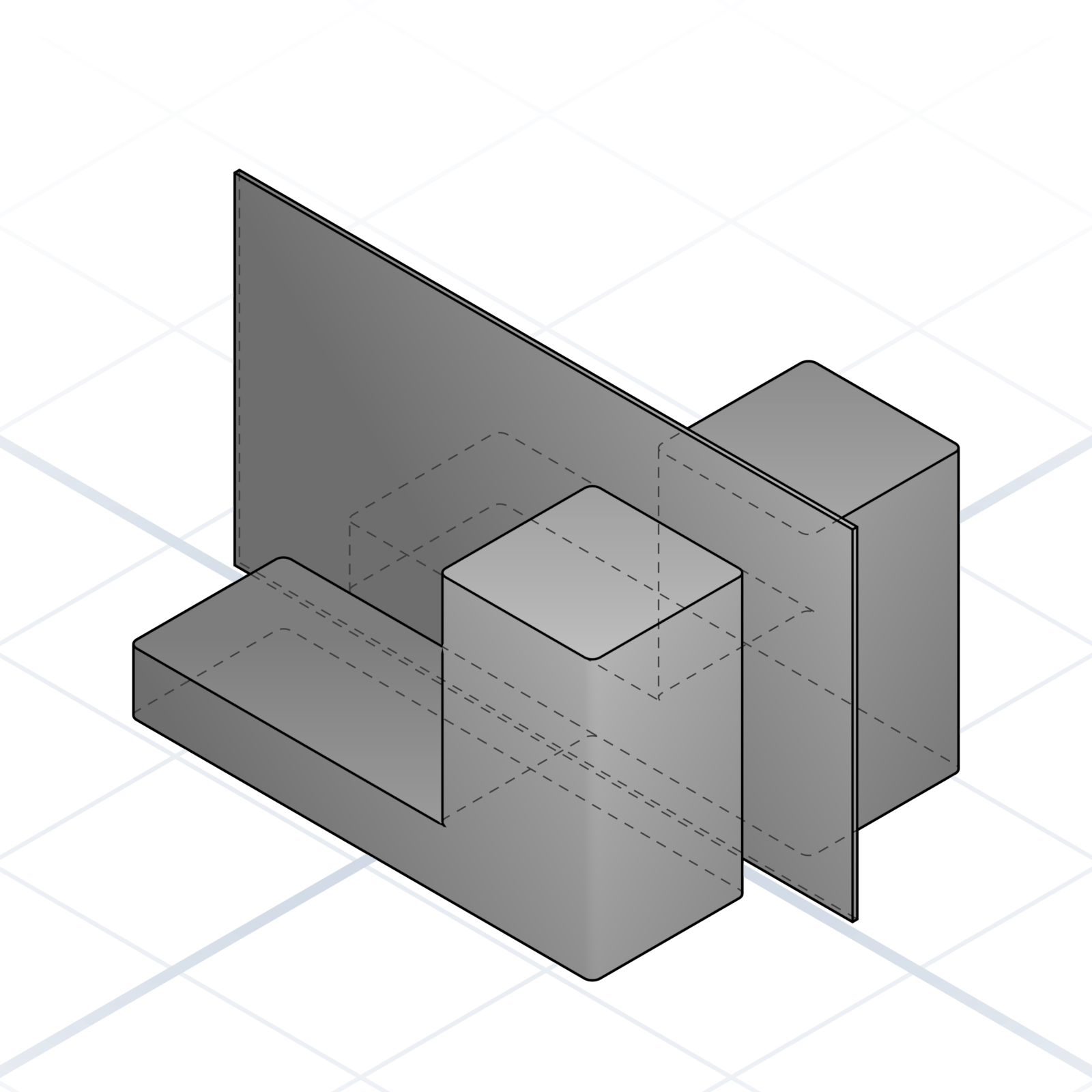
"Miroir par rapport au plan XZ" donne au modèle une coordonnée fixe à laquelle ancrer chaque élément.
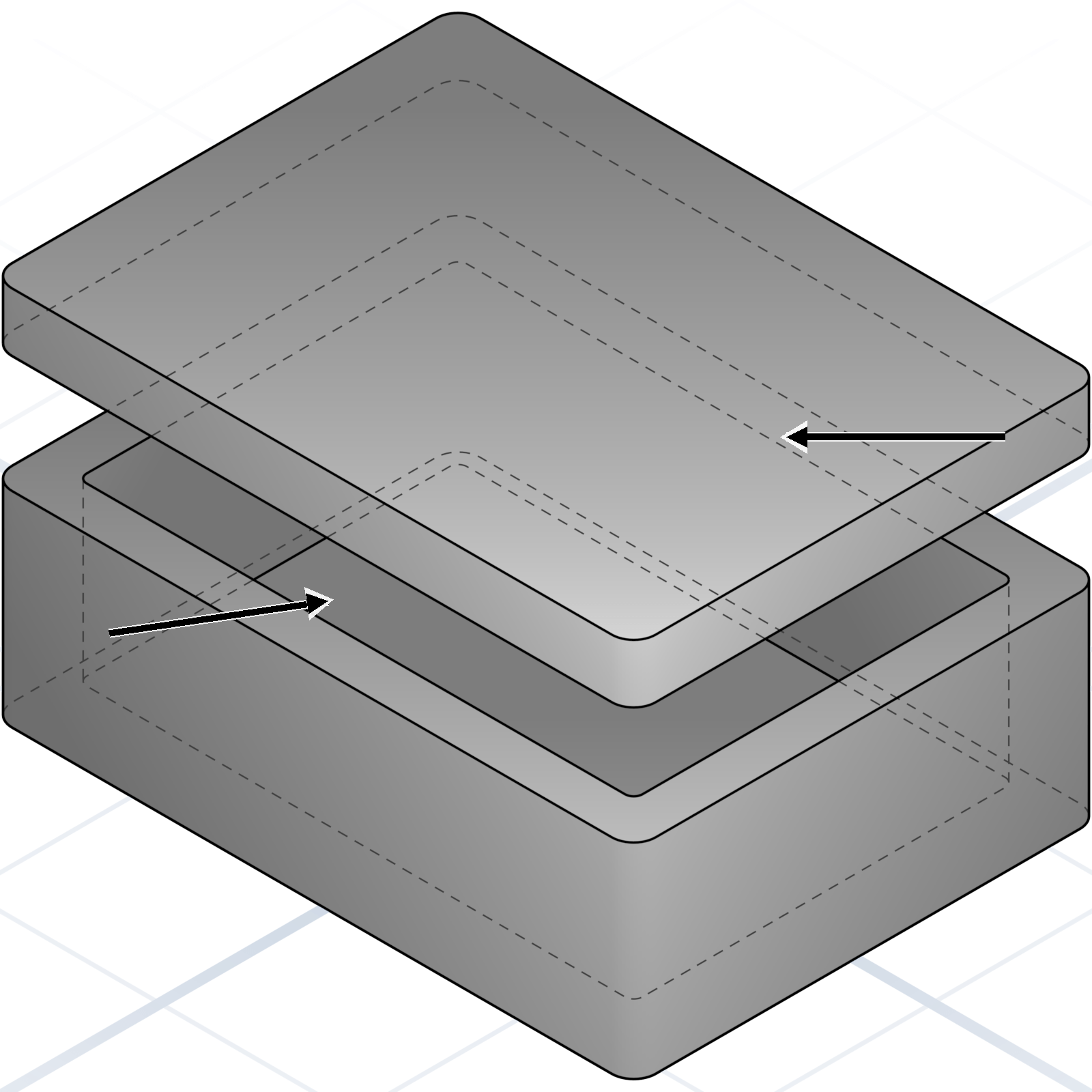
Nommez quelle face touche quoi. "Le couvercle repose sur le rebord de la boîte, pas à l'intérieur."
Les pièces complexes sortent plus propres quand tu donnes au modèle un plan, pas un paragraphe.
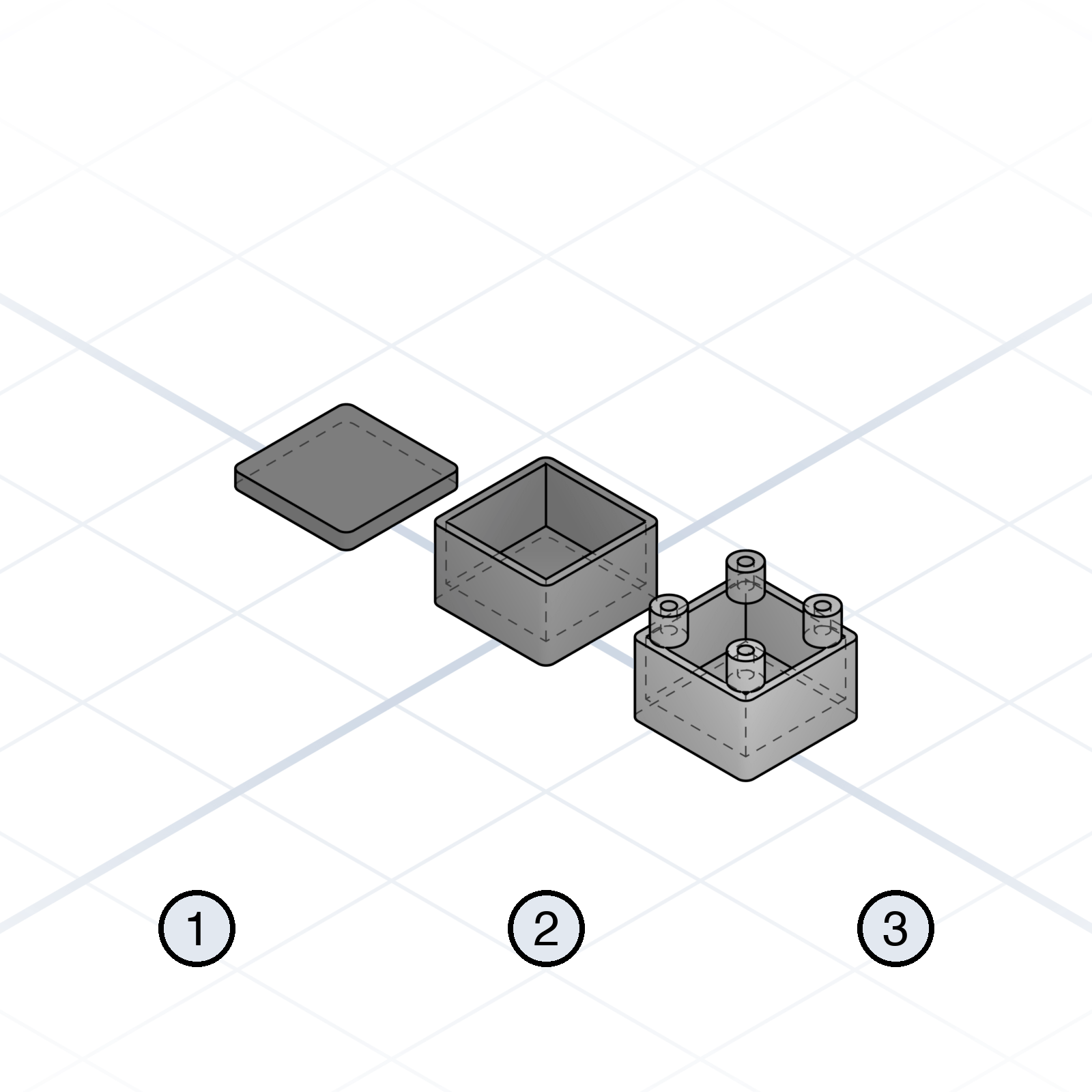
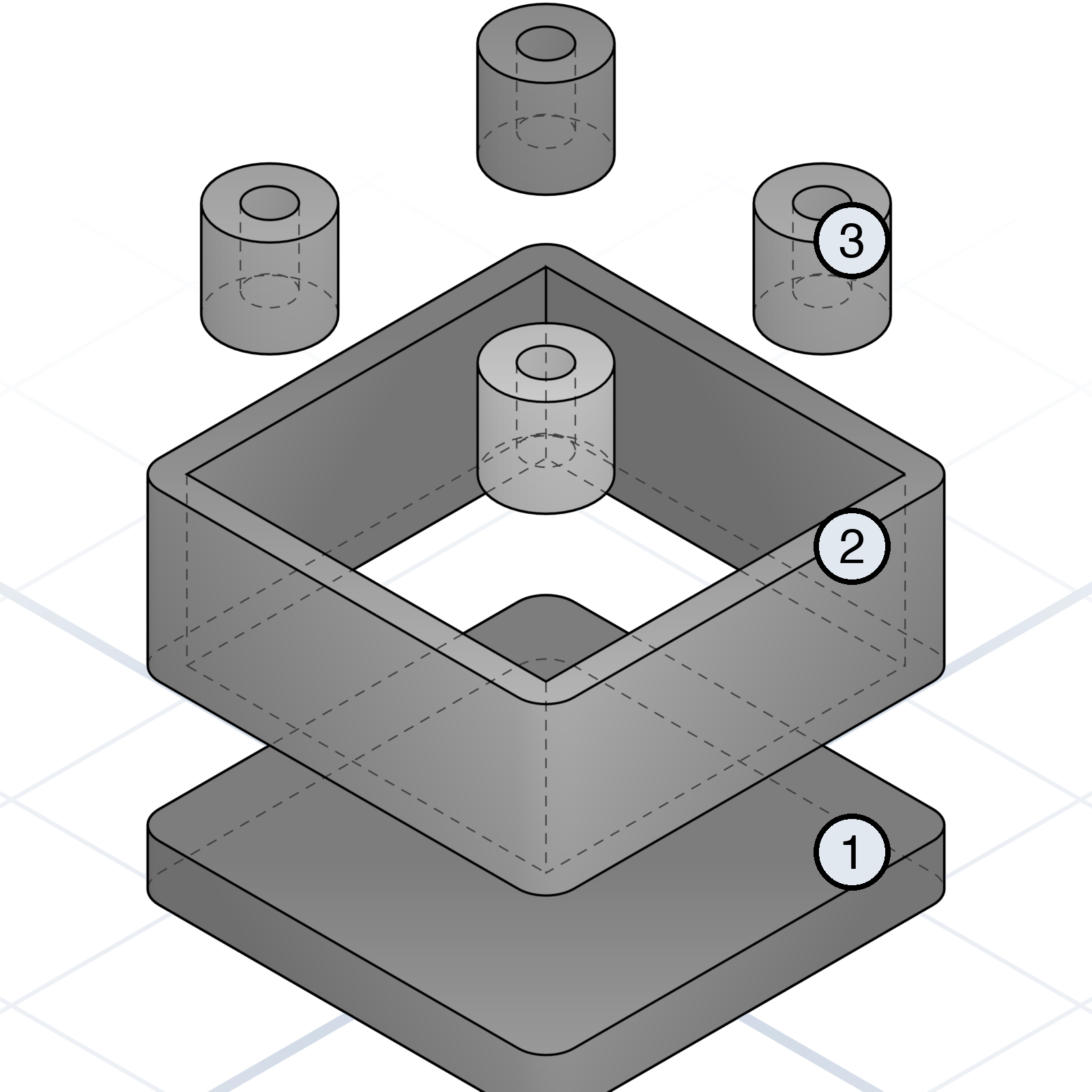
"D'abord la base, puis les parois, puis quatre bossages de fixation." L'ordre est une information.
Des pièces nommées te donnent quelque chose à montrer du doigt quand tu fais des corrections.
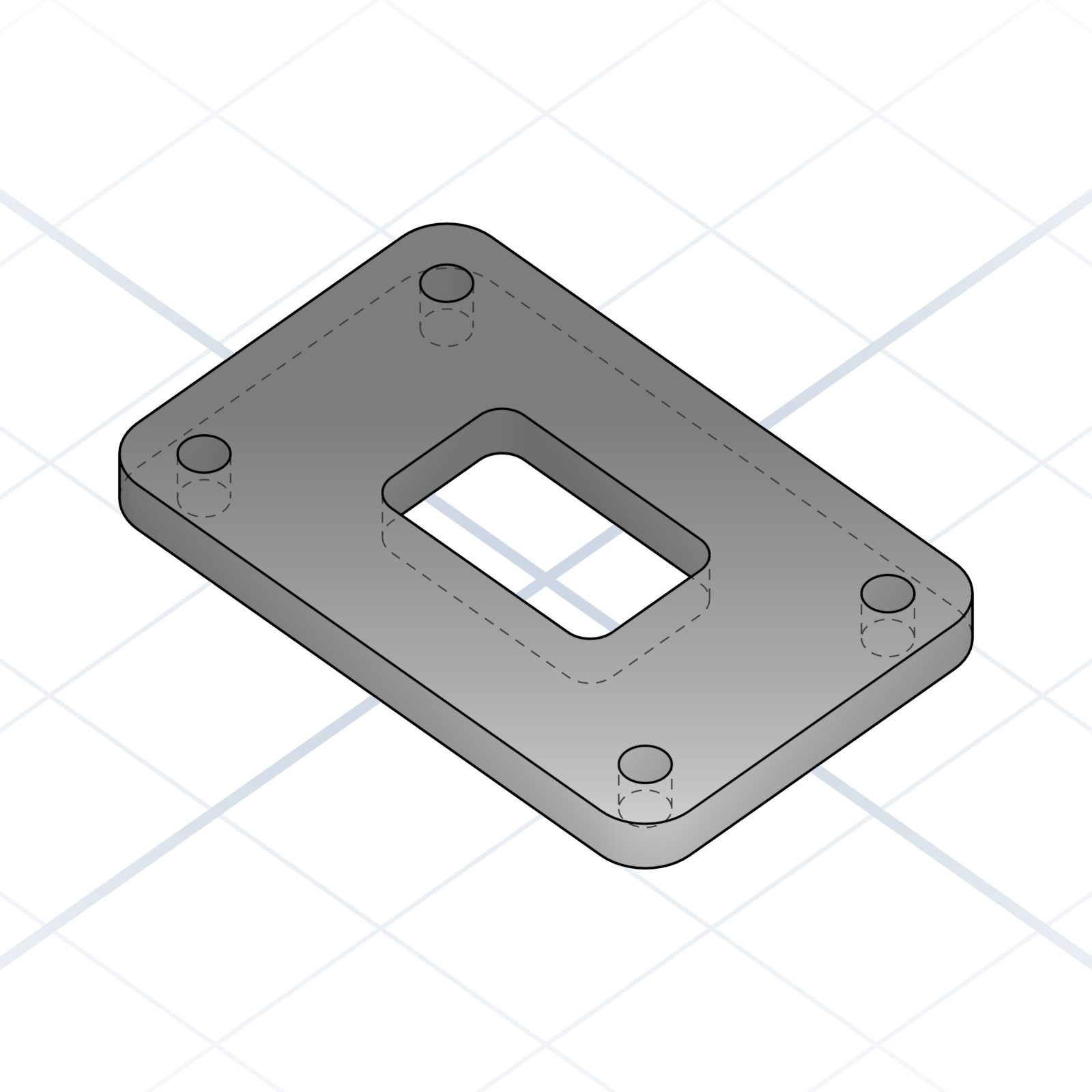
Obtiens la silhouette correcte avant d'ajouter des détails. Les éléments se rattachent à une base stable.
Congés, chanfreins, logos. Peu coûteux à ajouter et peu coûteux à retirer.
La première génération est rarement la dernière. Les bons correctifs sont précis et chirurgicaux.
"Les vis dépassent de 1 mm" indique au modèle ce qu'il doit résoudre. Laissez-le choisir le bon outil au lieu de dicter la modification géométrique.
"Rendre le couvercle 2 mm plus épais" aboutit. "Le rendre plus robuste" s'égare.
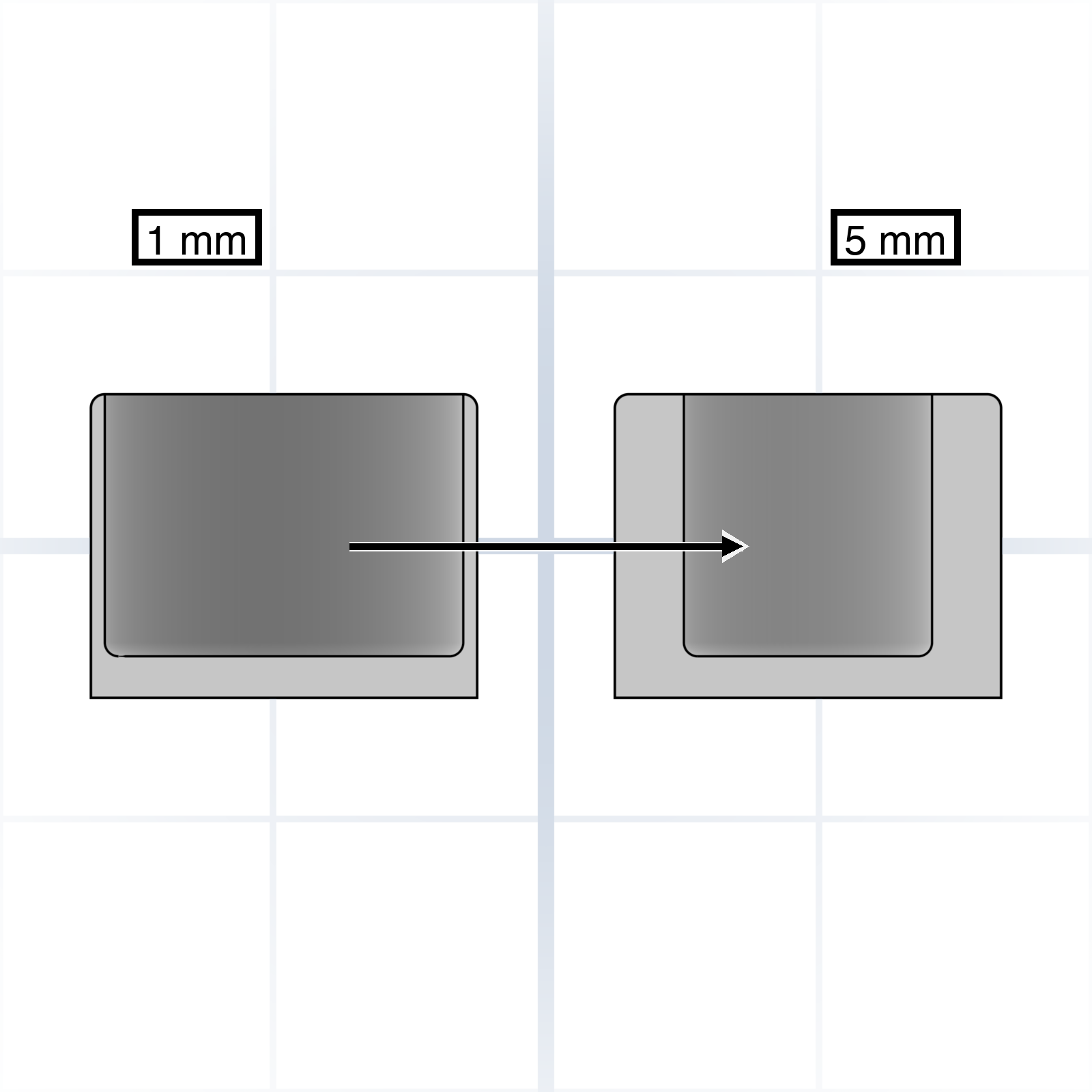
"Modifier l'épaisseur des parois de 1 à 5 mm" ne laisse aucune place à l'interprétation.
"Conserver le motif de trous tel quel" évite une refonte complète à chaque itération.
Quand le modèle continue de dériver vers la même mauvaise forme, demandez-lui de prendre une approche complètement différente. Réinitialise la recherche.
Expose les réglages qui comptent pour toi. Curseurs, texte, listes déroulantes, bascules. Tu règles sur place, sans régénération.

"Faire de wall_thickness un curseur de 1 à 5 mm, valeur par défaut 2." À utiliser pour toute saisie numérique avec plage.

"Ajouter un paramètre de texte de nom pour la gravure." Saisie sur une seule ligne — porte-clés, enseignes, porte-noms.

"Faire de la description arrière une zone de texte." Saisie sur plusieurs lignes — dédicaces, adresses, libellés plus longs.

"Ajouter une case à cocher include_lid." Basculez un motif de trous, un couvercle, un logo. Aucune régénération nécessaire.

"Faire de la forme une liste déroulante avec les options Cube, Sphère, Cylindre." À utiliser lorsque la réponse appartient à un ensemble fixe.

"Regrouper les réglages de taille sous Dimensions et la décoration sous Style." Garde les longues listes de paramètres bien ordonnées.
Les parties qui font fondre et poussent le filament. Nommer le bon segment place les trous de montage au bon décalage par rapport à la pointe de la buse.
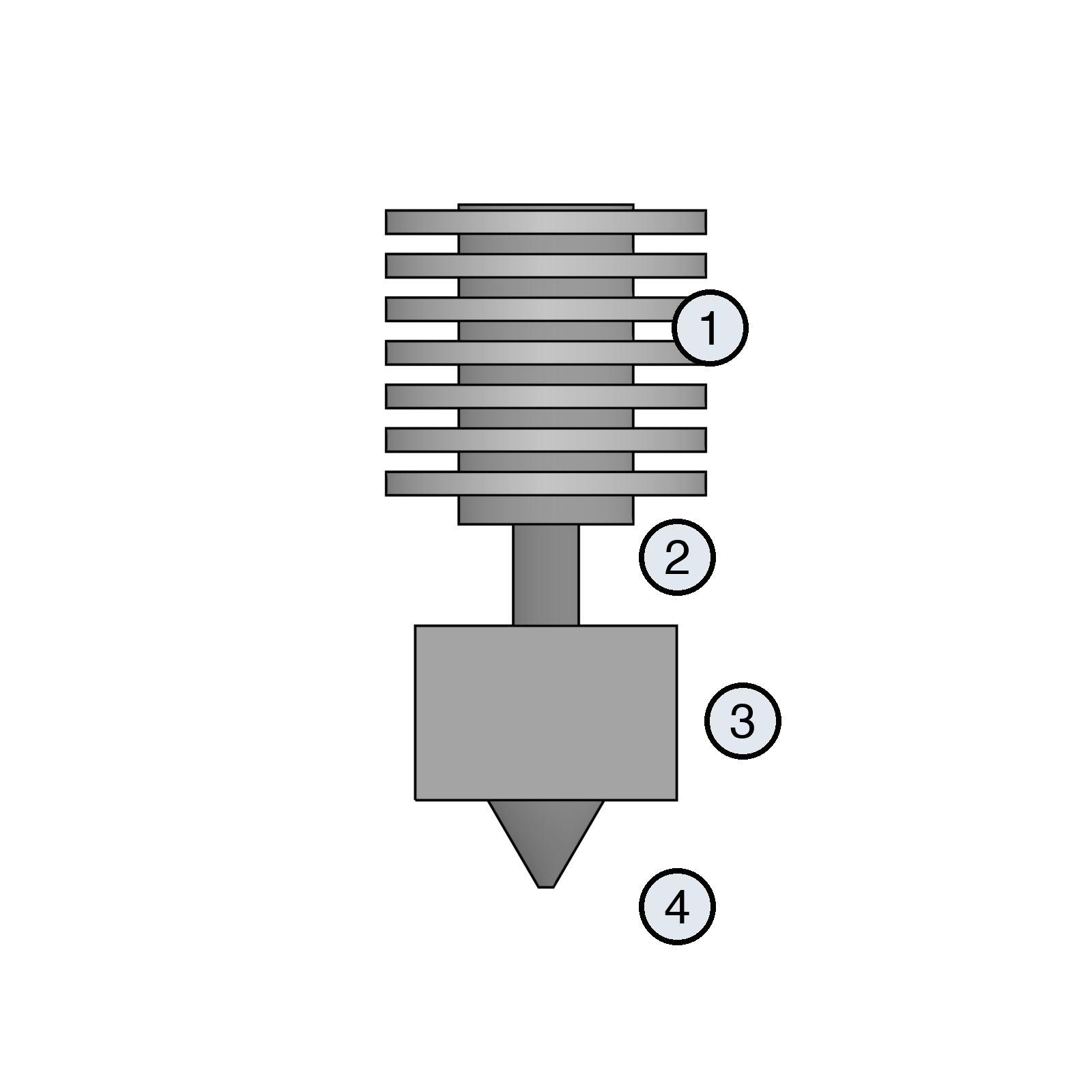
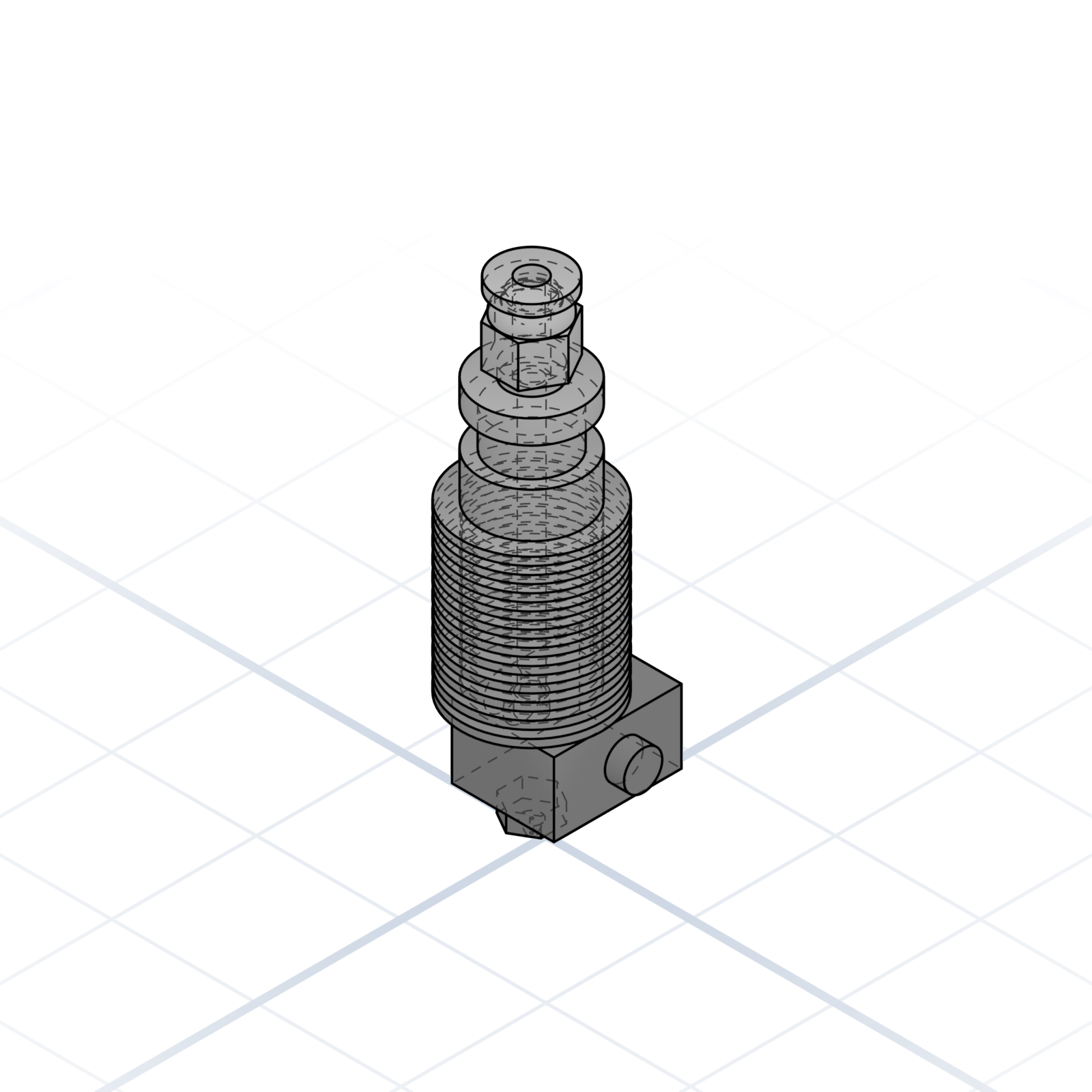
Facteur de forme E3D V6. Rainure de 12 mm sur le dissipateur, filetage de buse M6. Le support de facto standard pour les chariots d'imprimante.
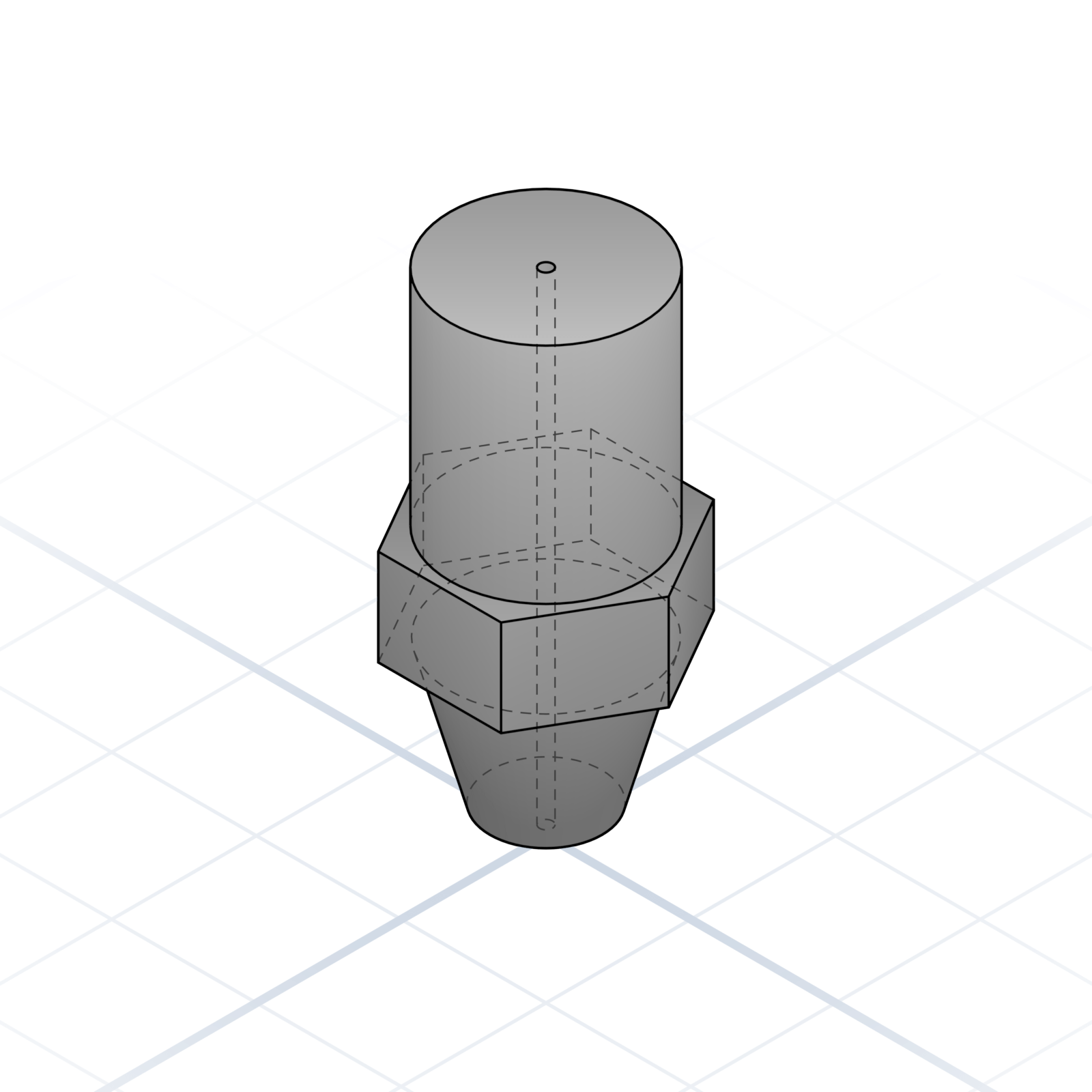
Embout en laiton ou en acier trempé, dimensionné par l'orifice. 0,4 mm est le standard quotidien ; 0,6 / 0,8 pour la vitesse, 0,25 pour le détail.
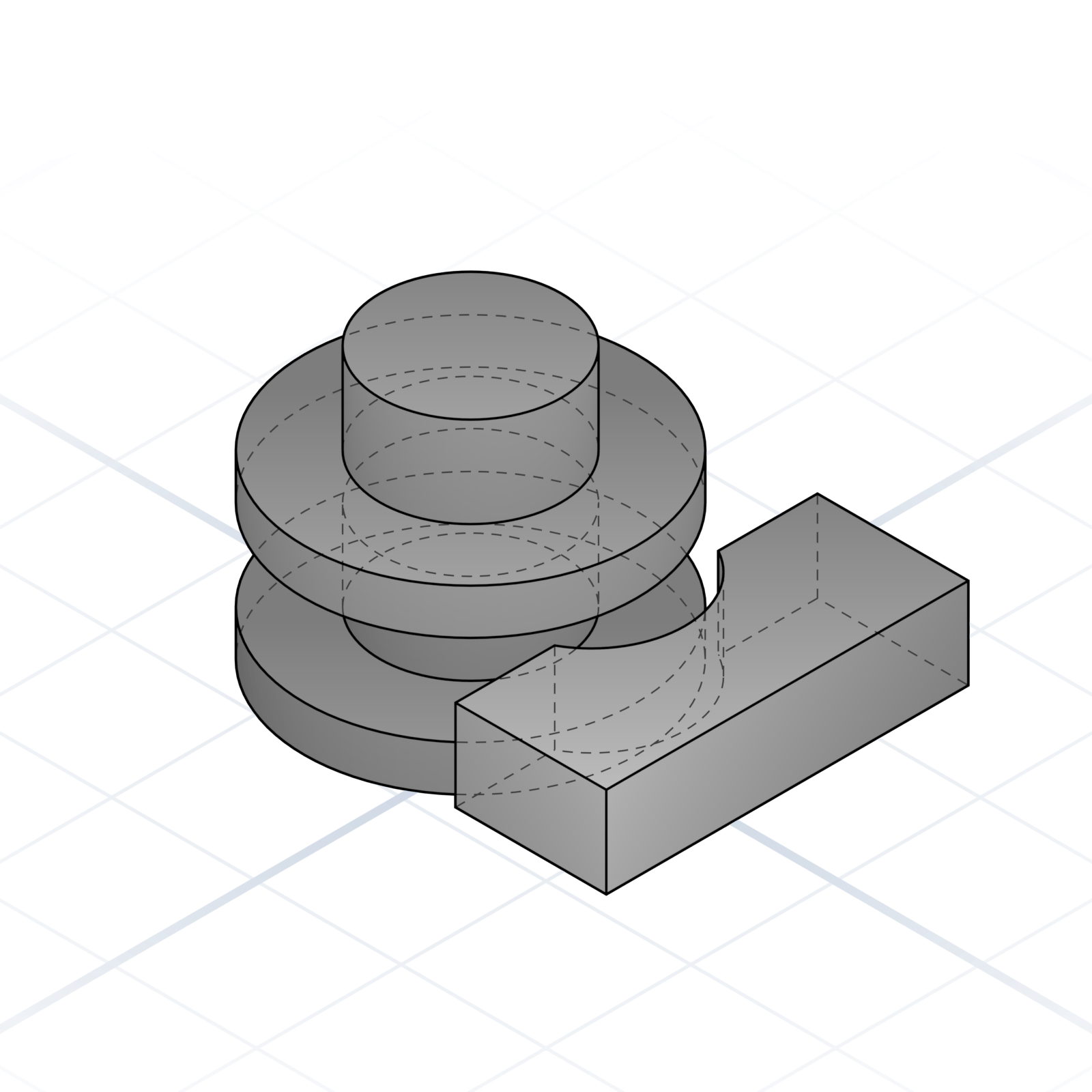
Le col étroit entre deux brides au sommet d'un dissipateur V6. Imprimez le chariot avec un canal de 12 mm de large qui serre le col. Aucun filetage dans la tête chaude elle-même.
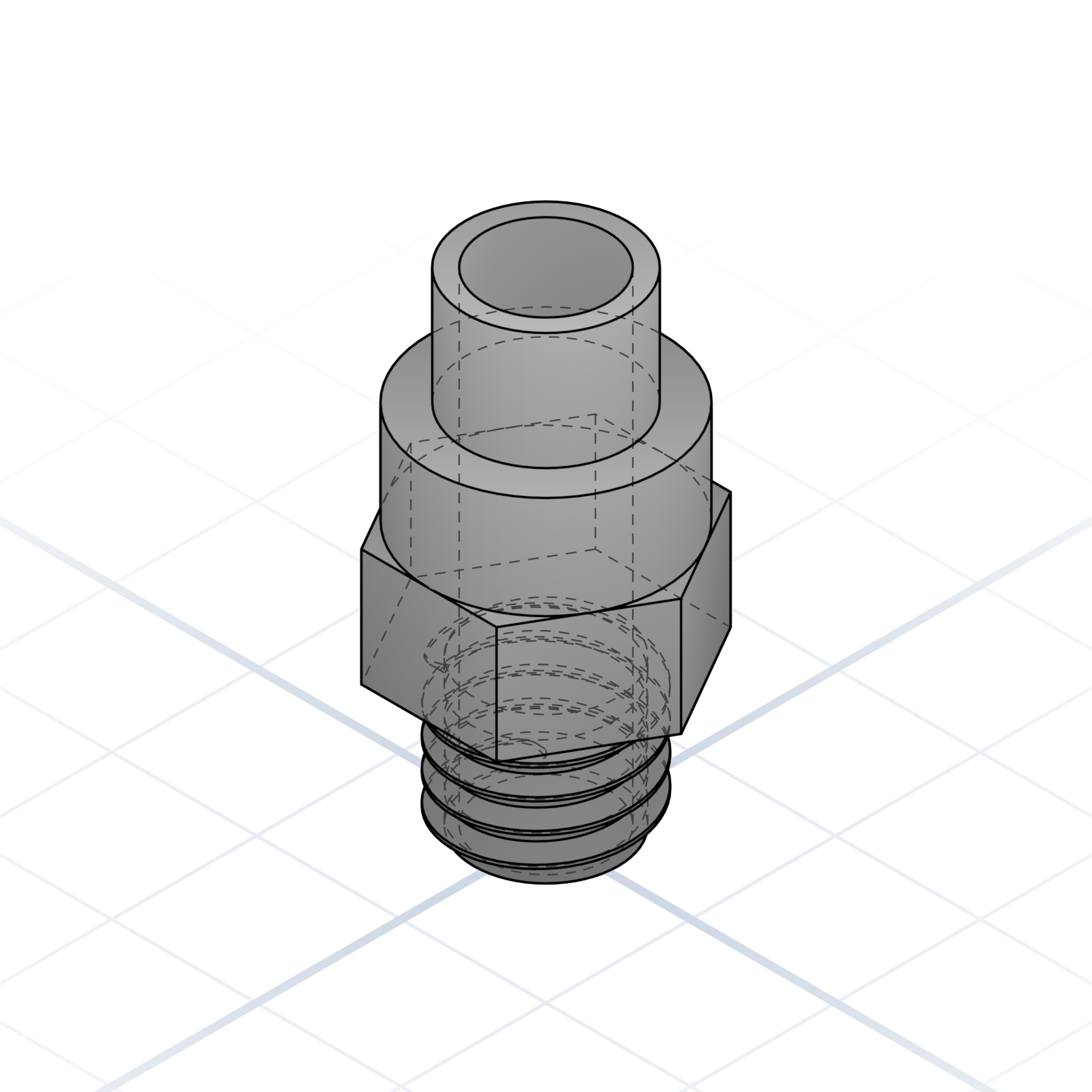
Raccord push-fit M6 qui accroche un tube PTFE de 4 mm. Dis "push-fit M6" pour rester neutre vis-à-vis du fournisseur.
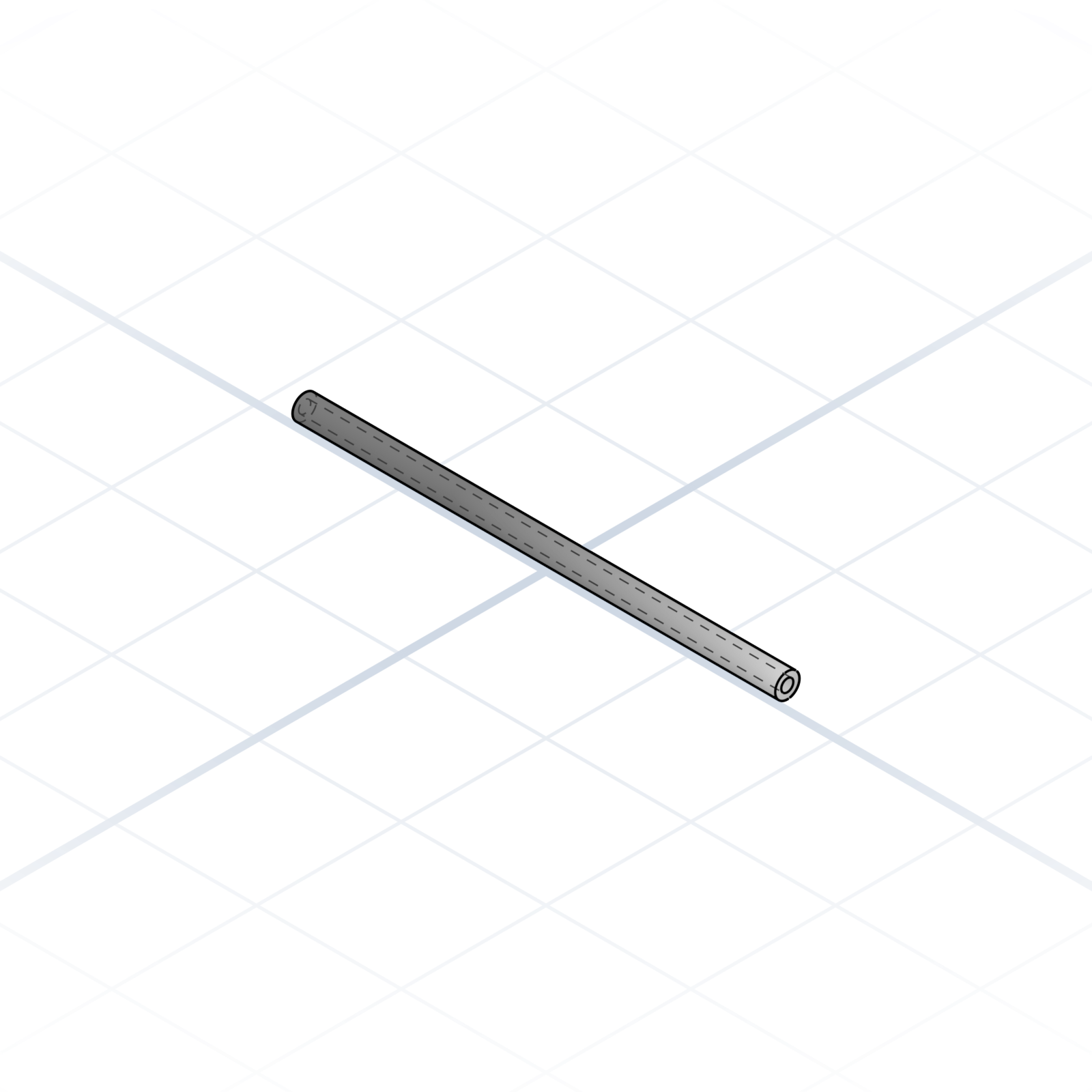
Tube PTFE de 4 mm de diamètre extérieur, 2 mm de diamètre intérieur. Achemine le filament de l'extrudeur à la hotend sur les imprimantes Bowden.
Les mots que le slicer utilise. Les connaître te permet de décrire une pièce en gardant déjà la phase d'impression à l'esprit.
Épaisseur de chaque tranche imprimée. 0,2 mm est le réglage quotidien par défaut ; 0,12 mm pour le détail, 0,28 mm pour la vitesse.
La coque s'enroule autour de chaque couche. Trois parois (~1,2 mm) constituent la valeur par défaut pour la solidité.
Le treillis interne. 20 % de gyroides suffisent pour la plupart des pièces ; 80 % et plus pour le porteur.
Couches pleines qui ferment la pièce. Quatre à cinq couches empêchent l'infill d'apparaître au travers.

Portée plate entre deux supports imprimée en l'air. Jusqu'à ~30 mm, l'impression est propre.
Une face qui s'incline à partir de la verticale. Au-delà de 45°, un support est généralement nécessaire ; en dessous, l'impression se fait librement.
Échafaudage sous les surplombs, retiré après impression. Les supports arborescents utilisent moins de matière que la grille.
Jupe monocouche fusionnée à la pièce. Ajoute de l'adhérence au plateau pour les empreintes hautes ou étroites.
Couches de base sacrificielles sous la pièce. Plus lourd qu'un brim ; à utiliser pour les matériaux qui se déforment.
Une boucle lâche autour de la pièce, sans la toucher. Amorce la buse avant que la vraie impression ne commence.
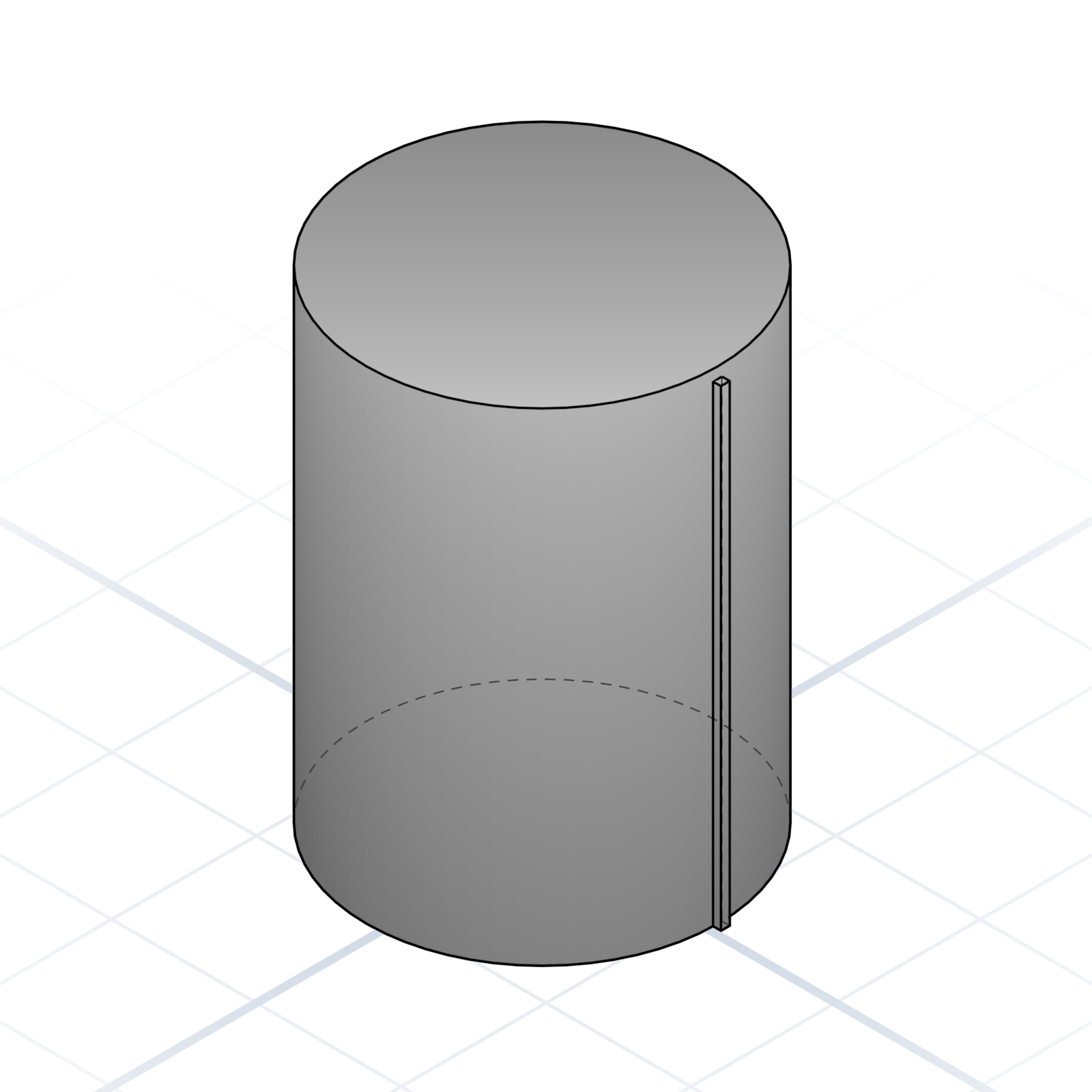
La ligne verticale où chaque couche commence et s'arrête. Cachez-la sur un angle arrière avec "Aligné" ou "Aléatoire".
Le modèle doit sortir de la page. Quelques habitudes permettent d'imprimer les pièces du premier coup.
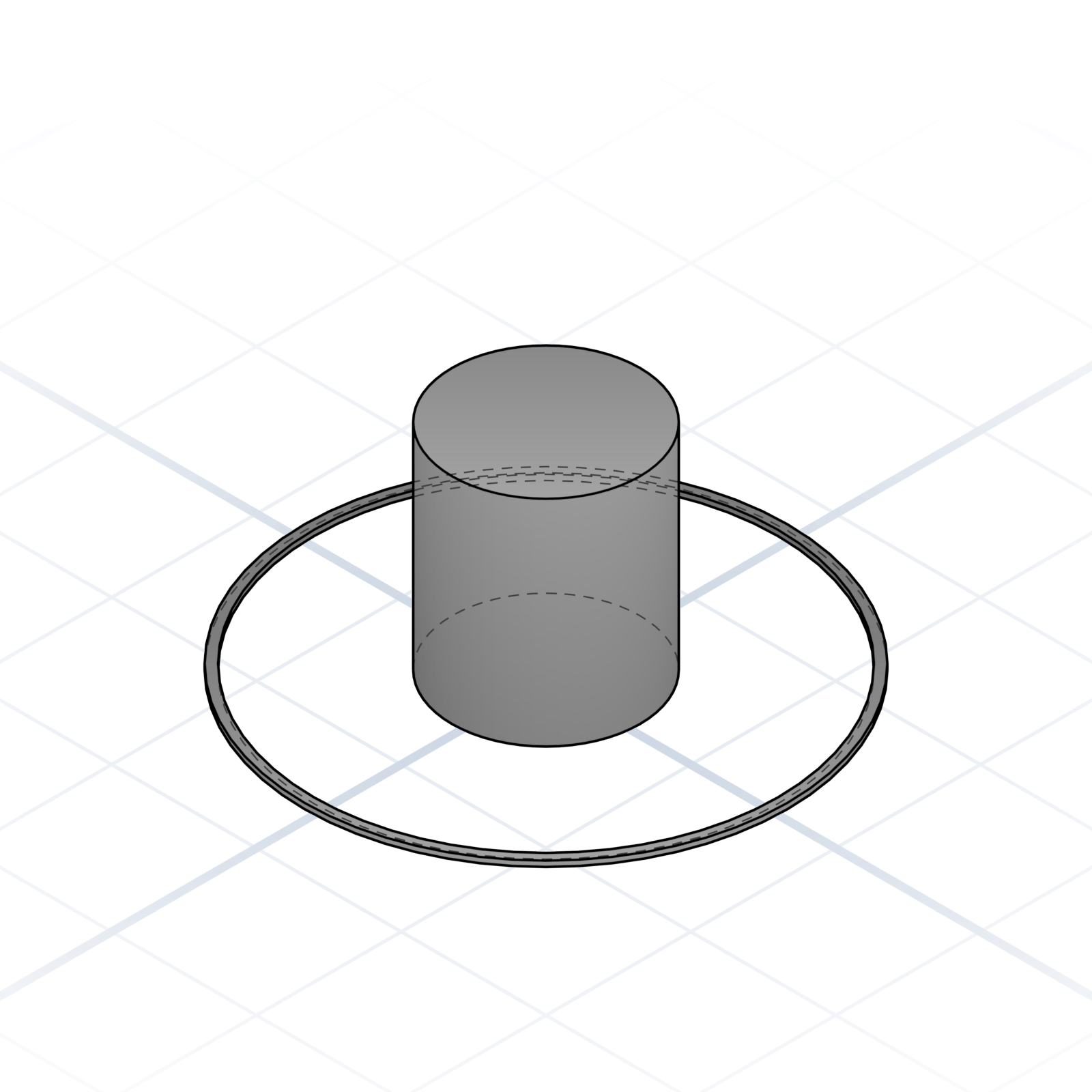
Le 3MF conserve les unités et les couleurs. Le STL est le plus petit dénominateur commun accepté par tous les slicers.
Face plane en bas par défaut. Les filetages, trous et textes gravés doivent être orientés vers le haut.
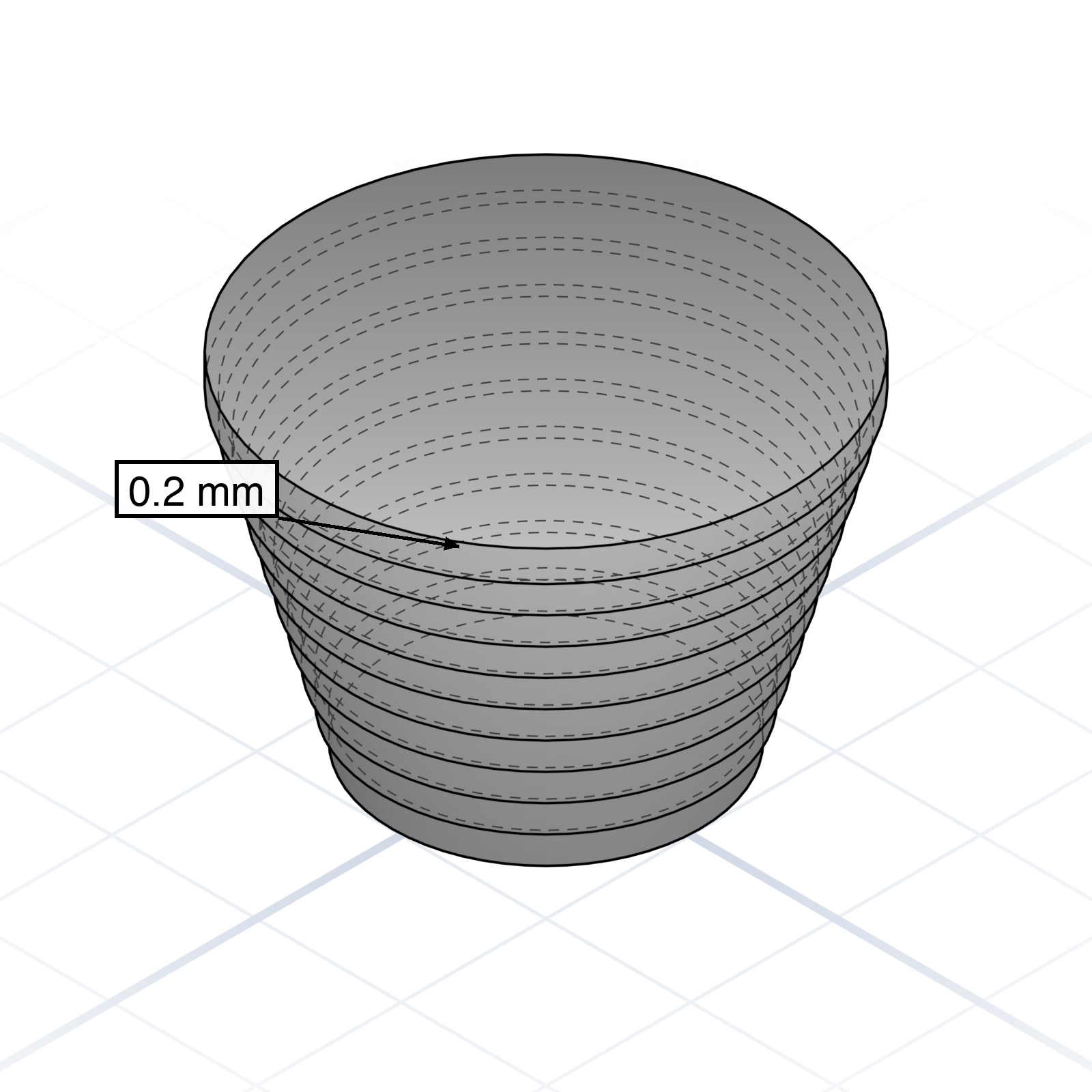
Ajoute 0,2 mm aux trous d'accouplement pour un ajustement serré, 0,4 mm pour un ajustement glissant. À régler selon ton imprimante.
Les chanfreins réduisent les surplombs à 45° et la plupart des impressions n'ont alors besoin d'aucun support.
Quand j'étais enfant, il me fabriquait des choses avec ce qu'il trouvait dans l'atelier. Un bazooka en bois. Une toupie. Une boîte qui s'ouvrait d'une certaine façon. Rien n'avait de mode d'emploi. Il les faisait simplement parce que je le lui avais demandé, ou parce que ça lui plaisait.
C'est grâce à lui que j'aime fabriquer des choses. C'est grâce à lui que ce projet existe.
Merci, Franc.
Si cela t'a aidé
Transmets-le à quelqu'un qui débute. Le vocabulaire voyage plus loin que la leçon.
Retour d'expérience et corrections: grandpacad.com/contact
Le vocabulaire de ce livret est celui que les concepteurs CAO utilisent tous les jours. Mets-le dans tes demandes et le modèle gagne en précision dès la première tentative.
Le manuel est gratuit. La réalisation est à toi.